E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Что такое экструзия — основной процесс, лежащий в основе каждого провода и кабеля
- 2 Как Экструдер для проволоки и кабеля На самом деле работает
- 3 Типы экструдеров для проволоки и кабеля по конфигурации
- 4 Ключевые материалы, обрабатываемые на экструдерах для проволоки и кабеля
- 5 Критические параметры, определяющие качество экструзии
- 6 Схема линии экструдера проволоки и кабеля и вспомогательное оборудование
- 7 Дефекты экструзии при производстве проводов и кабелей и способы их устранения
- 8 Выбор экструдера для проволоки и кабеля в соответствии с вашими производственными требованиями
- 9 Экструзия в специализированных кабельных приложениях
- 10 Методы технического обслуживания, продлевающие срок службы экструдеров проволоки и кабеля
- 11 Тенденции отрасли, определяющие сегодня экструзию проволоки и кабеля
Что такое экструзия — основной процесс, лежащий в основе каждого провода и кабеля
Экструзия — это непрерывный производственный процесс, в котором сырье — обычно термопластичный или эластомерный компаунд — плавится и проталкивается через формованную матрицу для получения однородного профиля поперечного сечения. В производстве проводов и кабелей это означает нанесение изолирующего или защитного слоя непосредственно на движущийся проводник со скоростью, которая может превышать 1200 метров в минуту на высокоскоростных линиях для кабелей передачи данных тонкого сечения. В результате получается однородное покрытие, которое защищает проводник, обеспечивает электрическую изоляцию и соответствует допускам по размерам до ±0,01 мм для автомобильной или медицинской продукции премиум-класса.
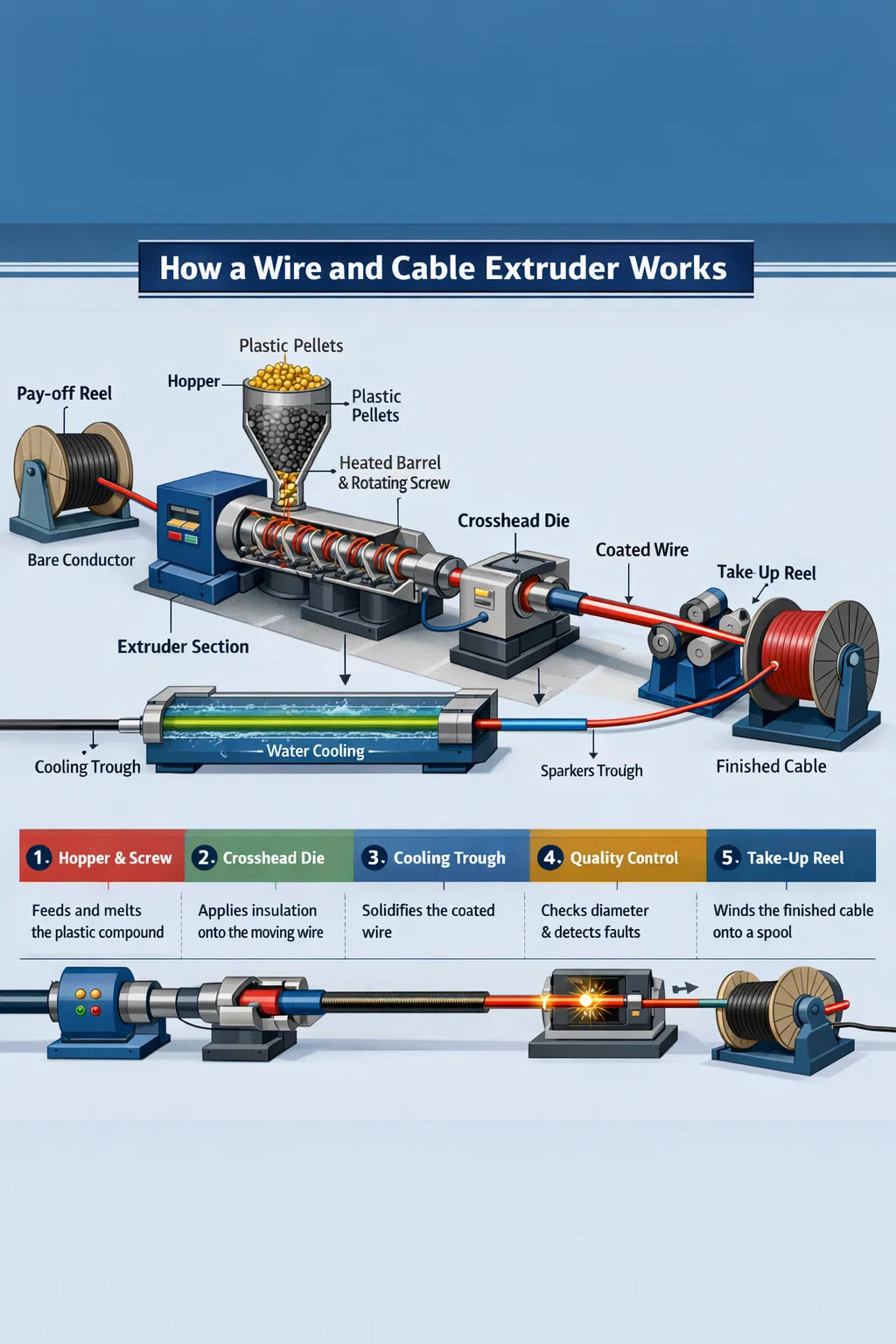
В отличие от литья под давлением, которое заполняет закрытую форму и требует времени на цикл, экструзия по своей сути является поточной и никогда не останавливается. Экструдер для проволоки и кабеля подает гранулы или порошок в нагретый цилиндр, вращающийся шнек транспортирует и пластифицирует компаунд, а расплавленный материал выходит через фильеру с крейцкопфом, расположенную вокруг проводника. Затем проволока с покрытием поступает в охлаждающий лоток, проходит через искровые тестеры и датчики диаметра и наматывается на приемную бобину, и все это за один непрерывный проход.
Понимание того, что такое экструзия и что отличает хорошо спроектированный экструдер для проволоки и кабеля от обычной машины для обработки пластмасс, определяет, соответствует ли ваш готовый продукт сертификатам UL, IEC или RoHS при первом производственном цикле или после дорогостоящей доработки.
Как Экструдер для проволоки и кабеля На самом деле работает
Экструдер для проволоки и кабеля состоит из нескольких интегрированных подсистем. Каждый из них играет особую роль в преобразовании необработанного соединения в стабильный по размерам, электрически изолированный проводник.
Сборка ствола и винта
Ствол представляет собой цилиндр из закаленной стали, обычно с биметаллической футеровкой для обеспечения устойчивости к истиранию при работе с наполненными составами, такими как огнестойкий LSZH (Low Smoke Zero Halogen). Внутри вращается винт, геометрия которого — глубина витка, степень сжатия и соотношение L/D (длина к диаметру) — разработана для конкретного семейства компаундов. Изоляция из ПВХ обычно выполняется на винтах с соотношением L/D от 20:1 до 25:1 и степенью сжатия около 3:1. Для силового кабеля среднего напряжения из сшитого полиэтилена (XLPE) требуется более длинный и мягкий винт, часто с соотношением L/D 30:1, чтобы избежать преждевременного сшивания в цилиндре. Использование неправильного шнека в экструдере для проволоки и кабеля приводит к ухудшению качества, неравномерной температуре плавления и, в конечном итоге, к браку.
Температуры в стволе разделены на зоны (обычно от четырех до шести независимых зон), поднимающиеся от загрузочной горловины к дозирующей секции. Для стандартного ПВХ это может означать температуру зоны 150 °C, 165 °C, 175 °C и 180 °C по направлению к головке. В более поздних зонах сшитый полиэтилен нагревается сильнее при температуре 200–220 ° C. Прецизионные ПИД-регуляторы удерживают каждую зону в пределах ±1 °C, поскольку отклонение температуры расплава на 5 °C напрямую приводит к изменению вязкости и разбросу толщины стенок.
Крейцкопфная матрица — сердце экструзии проволоки
Что отличает экструдер для проволоки и кабеля от экструдера стандартного профиля, так это траверса. Проводник входит в траверсу под углом 90 градусов (или в некоторых конфигурациях в линию) и выходит коаксиально через матрицу. Внутри поток расплава перенаправляется вокруг проводника с помощью торпеды или дефлектора, а затем сходится за счет геометрии головки и наконечника для равномерного нанесения изоляции во всех часовых положениях.
В конструкции крейцкопфа существуют два метода нанесения:
- Инструменты под давлением — расплав контактирует с проводником внутри матрицы, склеиваясь под давлением. Используется для большинства изоляционных материалов, где требуется адгезия, например, для силового кабеля из сшитого полиэтилена.
- Инструмент для трубок - расплав образует трубку, которая вытягивается на проводник после выхода из матрицы в зависимости от вакуума или степени вытяжки. Обычное явление для свободных оболочек многожильных кабелей.
Размеры матрицы и наконечника соответствуют формулам коэффициента просадки (DDR) и баланса просадки (DDB). DDR от 1,2 до 1,5 является типичной отправной точкой для среднескоростных линий PVC. Превышение DDR 2,5 на LSZH может привести к разрушению расплава - шероховатой поверхности изоляции из акульей кожи, которая не выдерживает искровых испытаний.
Охлаждающие желоба и последующее оборудование
После матрицы проводник с покрытием попадает в желоб с водяным охлаждением. Длина желоба должна соответствовать скорости линии и толщине изоляционной стенки. Общее правило заключается в том, что для проводника из ПВХ толщиной 1 мм, работающего со скоростью 200 м/мин, требуется не менее 20–30 метров активного охлаждения. Недостаточное охлаждение приводит к смещению размеров, поскольку горячая изоляция деформируется под натяжением шпиля. На некоторых линиях среднего напряжения из сшитого полиэтилена вместо ванн с водой используются трубы для сухой вулканизации для химического контроля сшивки, но вода остается стандартом для большинства линий экструзии проволоки и кабеля.
Встроенные приборы не подлежат обсуждению на современных линиях. Лазерный датчик диаметра сразу после выхода из головки фиксирует изменение стенки в режиме реального времени, обеспечивая управление замкнутым контуром обратно в зависимости от скорости шнека экструдера или скорости линии. Искровые тестеры на напряжение от 1 кВ до 15 кВ, в зависимости от класса изоляции, обнаруживают точечные отверстия непрерывно. Мониторы емкости обнаруживают эксцентриситет — смещенные от центра проводники показывают изменение емкости в зависимости от частоты вращения провода.
Типы экструдеров для проволоки и кабеля по конфигурации
Не все экструдеры для проволоки и кабеля одинаковы. Выбранная конфигурация линии напрямую влияет на ассортимент продукции, время переналадки, процент брака и капитальные вложения.
| Тип экструдера | Типичный диаметр винта | Основное приложение | Максимальная скорость линии |
|---|---|---|---|
| Одновинтовой (гладкий канал) | 25–150 мм | Изоляция и оболочка из ПВХ | До 800 м/мин (тонкая калибровка) |
| Одновинтовой (с канавочной подачей) | 45–120 мм | Компаунды ПНД, ЛСЖ, ПП | До 600 м/мин |
| Двухвинтовой (совместно вращающийся) | 35–90 мм | Компаунд LSZH, основа из сшитого полиэтилена | Компаундирование, а не прямое покрытие |
| Тандемный двойной экструдер | Два шурупа по 45–90 мм каждый. | Двухслойная изоляционная куртка | До 500 м/мин |
| Трехслойный (коэкструзия) | Три экструдера, питающие одну матрицу | СПЭ среднего/высокого напряжения с полупроводниковыми экранами | 15–30 м/мин (большой кабель) |
Одношнековые экструдерные линии
Одношнековые экструдеры для проволоки и кабелей доминируют по объемам производства во всем мире. Его простота — один шнек, один цилиндр, один привод — означает меньшие затраты на техническое обслуживание и более быструю замену шнека при смене продукта. Одношнековый экструдер диаметром 60 мм, работающий со скоростью 120 об/мин, может обеспечить 180–220 кг/ч ПВХ-состава, которого достаточно для покрытия строительного провода площадью 1,5 мм² при скорости 400 м/мин. Для производства высокоскоростных кабелей передачи данных (категории 6А, Cat 8) парные экструдеры диаметром 30–45 мм применяют индивидуальную изоляцию жил при скоростях линии, превышающих 1000 м/мин.
Тандемные и коэкструзионные линии
Для кабелей, требующих двух или более отдельных слоев — таких как изоляция из сшитого полиэтилена с оболочкой из ПВХ или автомобильный кабель со слоем цветных полос на белой основе — линии тандемной или совместной экструзии подают отдельные соединения в двухканальную траверсу. Это исключает необходимость перемотки, экономя 15–25% затрат на обработку многослойных изделий. Тройная совместная экструзия обязательна для кабелей среднего напряжения из сшитого полиэтилена, в которых внутренний и внешний полупроводниковые экраны должны приклеиваться к изоляции, пока они еще расплавлены, без загрязнения на интерфейсах.
Ключевые материалы, обрабатываемые на экструдерах для проволоки и кабеля
Выбор материала определяет всю спецификацию экструдера — геометрию шнека, металлургию цилиндра, температурный профиль и охлаждающую способность. Ниже приведены семейства основных соединений и характеристики их обработки.
ПВХ (поливинилхлорид)
ПВХ остается наиболее широко перерабатываемым соединением в экструдерах для проволоки и кабеля во всем мире, на его долю приходится примерно 35–40 % всего объема изоляции кабеля. по весу. Он легко обрабатывается при температуре 160–190 °C, допускает широкий спектр пакетов пластификаторов и огнезащитных добавок и является экономически эффективным. Проблема заключается в термической чувствительности: при температуре выше 200 °C или при чрезмерном сдвиге ПВХ разлагается и выделяет HCl, который разъедает ствол и крейцкопф. В винтах для ПВХ используются относительно низкие степени сжатия (2,5–3,0:1) и полированные хромированные лопасти для уменьшения адгезии.
Сшитый полиэтилен (сшитый полиэтилен)
Сшитый полиэтилен является стандартной изоляцией для силовых кабелей среднего напряжения (1–35 кВ) и высокого напряжения. Реакция сшивания – инициируемая перекисью или силановой влагоотверждением – должна происходить после матрицы, а не внутри цилиндра экструдера. Это ограничивает конструкцию шнека, чтобы избежать чрезмерного нагрева сдвига, и требует более длинного шнека с низкой степенью сжатия. Азотные трубки сухого отверждения поддерживают температуру выше 200 ° C для пероксидных систем, а затем зону охлаждения перед шпилем. В системах силана-сшитого полиэтилена используется более простой одношнековый экструдер, но для завершения реакции сшивки требуется постэкструзионная сауна или баня с горячей водой.
Соединения LSZH/LSOH
В состав составов с низким содержанием дыма и нулевым галогеном (LSZH) входят минеральные наполнители — тригидрат алюминия (ATH) или гидроксид магния — с содержанием 50–65% по весу. Эти наполнители делают ЛСЖ высокоабразивным и значительно повышают вязкость расплава по сравнению с ПВХ. Для экструдеров проволоки и кабеля, работающих под управлением LSZH, требуются биметаллические цилиндры (поверхность износа минимум 60 HRC), шнеки из закаленного сплава и крейцкопфы большего диаметра для управления более высоким перепадом давления. Производительность на 20–30% ниже, чем у эквивалентных линий ПВХ, а скорость линии обычно ограничивается 200–400 м/мин в зависимости от ширины колеи. LSZH является обязательным в туннелях, морских судах, морских платформах и общественных зданиях в соответствии со стандартами пожарной безопасности IEC 60332 и EN 50266.
Фторполимеры (ПТФЭ, ФЭП, ЭТФЭ)
Кабели с изоляцией из фторполимера используются в аэрокосмической, военной и высокотемпературной промышленности, где требуется непрерывная работа при температуре 150–260 °C. ПТФЭ технически представляет собой процесс экструзии пасты (штамповочная экструзия), а не обычная шнековая экструзия. ФЭП и ЭТФЭ можно перерабатывать из расплава на специализированных экструдерах для проволоки и кабеля с путями плавления, полностью покрытыми ПТФЭ, или конструкцией из никелевых сплавов — фторполимеры вызывают коррозию стандартной стали при температурах обработки 340–380 °C. Производительность низкая, а стоимость инструментов высока, но надбавка за производительность оправдывает инвестиции в жгуты авиационных проводов и жгуты электронных проводов.
ТПЭ, ТПУ и резиноподобные соединения
Термопластичные эластомеры (ТПЭ) и термопластичный полиуретан (ТПУ) быстро получили распространение в автомобильной промышленности, робототехнике и кабелях портативных электроинструментов, во многих случаях заменяя вулканизированную резину. Их можно экструдировать на стандартных экструдерах для проволоки и кабеля с небольшой модификацией шнека, обрабатывать при 190–220 ° C и полностью исключать этап вулканизации. ТПУ, в частности, обеспечивает выдающуюся стойкость к истиранию — в 10–50 раз выше, чем у ПВХ, — что делает его предпочтительной оболочкой для кабелей буксирных цепей и кабелей промышленных роботов, которые изгибаются миллионы циклов.
Критические параметры, определяющие качество экструзии
Качество экструзии проволоки и кабеля не является единственной переменной. Это результат одновременного управления несколькими взаимозависимыми параметрами, часто посредством автоматизации с обратной связью на современных линиях.
Эксцентриситет и однородность толщины стенки
Эксцентриситет — нецентральное положение проводника внутри изоляции — напрямую влияет на диэлектрическую прочность кабеля и его способность выдерживать испытания на устойчивость к высокому напряжению. IEC 60227 и UL 44 определяют максимальные значения эксцентриситета; для строительного провода из ПВХ сечением 1,5 мм² с номинальной толщиной стенки 0,7 мм минимальная толщина стенки не должна быть ниже 80% от номинала в любой момент. Это означает, что максимальный эксцентриситет составляет ±0,14 мм на стенке толщиной 0,7 мм. Для стабильного достижения этой цели при скорости 500 м/мин требуется траверса с регулируемой концентричностью и центрирующими болтами, направляющая для проводника на входе и, в идеале, линейный емкостной монитор, обеспечивающий обратную связь с приводами траверсы.
Стабильность температуры расплава и давления расплава
Давление расплава на головке штампа является основным показателем стабильности процесса. Колебания давления, вызванные вибрацией шнека, неравномерной подачей гранул или изношенными скребками шнека, напрямую проявляются в изменении диаметра готового кабеля. Стабильный экструдер для проволоки и кабеля удерживает колебания давления расплава ниже ±2 бар в устойчивом состоянии. На некоторых линиях между экструдером и крейцкопфом используется шестеренчатый насос специально для того, чтобы отделить изменение выходной мощности шнека от давления головки, что позволяет контролировать диаметр с точностью до ±0,003 мм, что необходимо для прецизионных коаксиальных кабелей и оптоволоконных оболочек со свободными трубками.
Скорость линии и управление кабестаном
Кабестан (тяговое устройство) устанавливает коэффициент понижения и непосредственно контролирует окончательный диаметр изоляции. Кабестан с сервоприводом и обратной связью по натяжению танцора реагирует на показания датчика диаметра в течение 50–100 мс на современных системах управления линией с ЧПУ. Жесткое регулирование скорости — с отклонением скорости более ±0,1 % — необходимо для тонкостенной изоляции, где даже отклонение скорости на 0,5 % приводит к измеримому изменению диаметра. Скорость линии также является основным рычагом производительности: удвоение скорости линии с 200 до 400 м/мин удваивает производительность одного и того же экструдера, поэтому стабильность шпиля напрямую влияет на прибыльность.
Качество поверхности и результаты искровых испытаний
Дефекты поверхности — ямки, пузыри, полосы или шероховатая текстура — могут маскироваться под электрические неисправности при искровых испытаниях. Пузырьки в изоляции возникают из-за влаги в компаунде (устраняемой предварительной сушкой гранул до влажности менее 0,05%), летучих добавок или растворенного воздуха в расплаве. Полосы часто указывают на испорченный материал или загрязнение траверсы. Линия экструзии чистых проводов и кабелей проводит непрерывные искровые испытания на 100 % производства, при этом процент прохождения превышает 99,8 %, что является отраслевым эталоном для линий объемной изоляции.
Схема линии экструдера проволоки и кабеля и вспомогательное оборудование
Полная экструзионная линия для проволоки и кабелей — это больше, чем сам экструдер. Расположение вспомогательного оборудования определяет брак при запуске, время переналадки и постоянство размеров конечного продукта.
Типичная изолирующая линия от отвода до приемки включает в себя:
- Платежная единица - удерживает катушку с голым проводником, часто с помощью танцора с регулируемым натяжением и возможностью смены катушки (активная или статическая отдача). Вес барабана до 3000 кг для силовых кабелей большого сечения.
- Выпрямитель и предварительный нагреватель — распрямляет свернутый провод и удаляет с поверхности влагу и окисление, улучшая адгезию изоляции. Предварительный нагрев проводника до 60–120 °C является стандартным для силового кабеля из сшитого полиэтилена.
- Экструдер для проволоки и кабеля с крейцкопфом - основной блок с применением изоляции или оболочки.
- Охлаждающие желоба — водяное охлаждение, обычно в двух или трех последовательных секциях с понижением температуры (горячее, теплое, холодное) во избежание термического удара и остаточных напряжений в изоляции.
- Линейное измерение — лазерный датчик наружного диаметра, монитор емкости, искровой тестер и, опционально, рентгеновский сканер толщины стенки для прецизионных кабелей.
- Кабстан и танцор — тяговое устройство, поддерживающее натяжение и скорость лески.
- Маркировочный блок — струйный или гравировальный аппарат для отметок счетчиков, номинального напряжения, стандартных сертификатов и цветового кодирования.
- Приемка/намотка - намоточное устройство для катушек или барабанное крутильное устройство с автоматической обрезкой и передачей на линиях, оснащенных аккумулятором, во избежание остановок линии.
Общая длина линии варьируется от 20 метров для небольшой линии изоляции проводов здания до более 150 метров для линии среднего напряжения из сшитого полиэтилена с длинными трубками для отверждения. Планирование площади и правильное выравнивание всех блоков на жесткой стальной опорной раме имеют основополагающее значение — смещение отвода и траверсы всего на 2–3 мм на высокой скорости вызывает вибрацию проводника и скачки эксцентриситета.
Дефекты экструзии при производстве проводов и кабелей и способы их устранения
Даже на хорошо обслуживаемых линиях по производству проволоки и кабеля возникают дефекты в процессе производства. Быстрое распознавание причины позволяет избежать увеличения количества лома.
| Дефект | Самая распространенная причина | Корректирующие действия |
|---|---|---|
| Изменение диаметра (езда на велосипеде) | Скачки винта, изношенный наконечник винта или нестабильное давление расплава. | Установить шестеренный насос; осмотр и замена изношенных винтовых компонентов |
| Пузырьки/пустоты в изоляции | Влага соединения выше 0,05%; летучие пластификаторы | Предварительная сушка компаунда 2–4 ч при 70–80 °С; просмотреть пакет присадок |
| Шероховатая/акулья поверхность | Разрушение расплава — чрезмерная скорость сдвига стенки матрицы. | Увеличьте температуру матрицы; уменьшить скорость линии; использовать вспомогательное средство для обработки |
| Высокий эксцентриситет | Вибрация проводника; смещенный кончик матрицы; износ направляющей трубки | Повторно отцентрировать траверсу; заменить направляющую трубку; проверить натяжение проводника |
| Полосы/изменение цвета | Задержки деградированного материала в мертвых зонах траверсы | Продувочная траверса; разобрать и почистить; проверь мертвые зоны в кристалле |
| Неисправные испытания искры (обскуры) | Загрязнение; пузыри; тонкое место от эксцентриситета | Состав экрана; адрес эксцентриситета; проверить чистоту материала |
Выбор экструдера для проволоки и кабеля в соответствии с вашими производственными требованиями
Выбор подходящего экструдера для проволоки и кабеля начинается с четкого определения ассортимента продукции, семейств соединений, требуемой производительности и ограничений по занимаемой площади. Ключевые характеристики, которые необходимо определить перед запросом цен на оборудование, включают:
- Диапазон размеров проводника — от минимального (например, 0,1 мм² для кабеля передачи данных) до максимального (например, 300 мм² для кабеля питания). Это определяет размер отверстия крейцкопфа и диаметр винта.
- Семейство соединений и толщина стенок — Для каждого из ПВХ/LSZH/XLPE требуется определенная геометрия винтов. Минимальная толщина стенки определяет выбор матрицы и наконечника.
- Целевая производительность в кг/ч — рассчитывается как скорость линии × погонный вес изолированного кабеля. Это определяет диаметр шнека экструдера и приводного двигателя.
- Требуемые допуски на размеры — стандартные допуски строительных проводов (IEC 60227) достижимы с помощью базовой обратной связи по манометру, тогда как автомобильные (ISO 6722) или аэрокосмические стандарты требуют измерения с помощью шестеренного насоса и рентгеновского настенного датчика.
- Количество слоев — однослойная изоляция, двухслойная (изоляционная оболочка) и тройная совместная экструзия определяют, нужна ли линия одинарной, тандемной или полной совместной экструзии.
- Уровень автоматизации — полностью автоматизированная смена катушек, стыковка и контроль диаметра с обратной связью увеличивают капитальные затраты, но сокращают трудозатраты и пусковые отходы на высокоскоростных линиях на 30–60%.
A Экструдер для проволоки и кабеля диаметром 60 мм с винтом L/D 25:1, шестеренчатым насосом и линейным лазерным датчиком — это стандартная начальная спецификация для линии изоляции строительных проводов общего назначения из ПВХ/LSZH в диапазоне 0,75–16 мм². Ожидайте, что стоимость установленных линий составит от 300 000 до 800 000 долларов США в зависимости от уровня автоматизации и рынка. Стоимость линий тройной совместной экструзии для производства кабелей среднего напряжения из сшитого полиэтилена начинается с 2 миллионов долларов США и может превышать 8 миллионов долларов США для вертикальных опор VCV полного сухого отверждения.
Экструзия в специализированных кабельных приложениях
Автомобильные жгуты проводов Кабели
Автомобильные жгуты проводов являются одними из самых требовательных с точки зрения постоянства размеров и пропускной способности. Типичный автомобильный завод по производству жгутов проводов потребляет миллионы метров изолированного провода в день сечением от 0,13 мм² до 6 мм². Линии экструдирования проволоки и кабеля для этого сектора работают на 600–1200 м/мин тонкого сечения, с толщиной стенки всего 0,15 мм на проводе сечением 0,13 мм². Выбор компаундов включает ПВХ (стандарт), XLPE и все чаще ETFE или PP для высокотемпературных зон рядом с двигателем, где требуется непрерывная температура 125°C или 150°C. Цветовая маркировка изоляции имеет решающее значение для сборки жгутов, поэтому точное соответствие цвета с помощью встроенных колориметрических проверок является стандартом на автомобильных линиях.
Подводный и высоковольтный кабель
На противоположном полюсе с точки зрения масштаба, подводный силовой кабель и наземный кабель сверхвысокого напряжения (СВН) используют самые большие доступные конфигурации проводов и кабелей. Сечение проводников от 500 мм² до 2500 мм² требует тройной линии совместной экструзии, где внутренний полупроводниковый экран, изоляция из сшитого полиэтилена и внешний полупроводниковый экран наносятся за один проход со скоростью 3–10 м/мин. Толщина изоляционных стенок 15–25 мм требует чрезвычайно высокой объемной производительности от больших шнековых экструдеров (диаметром 120–200 мм) и длинных трубок для отверждения азота длиной 50–80 метров. Требования к чистоте изоляции для кабелей класса 220–525 кВ являются исключительными: металлические частицы размером более 125 микрон в сшитом полиэтилене запрещены, что требует сверхчистого обращения с соединением и создания чистых помещений для сборки вокруг траверсы.
Кабели для передачи данных и телекоммуникаций
Структурированные кабели Cat 6, Cat 6A и Cat 8 Ethernet, а также коаксиальные кабели для широкополосного распределения предъявляют жесткие требования к однородности емкости и импеданса, а не к требованиям по выдерживанию напряжения. Для кат. 6А со сплошным сердечником изоляция обычно представляет собой вспененный FEP или твердый полиэтилен высокой плотности с толщиной стенки 0,25–0,35 мм и проводником толщиной 0,57 мм, производимый со скоростью 800–1000 м/мин. Процесс вспенивания — либо физическое вспенивание с инжекцией азота, либо химическое вспенивание с азодикарбонамидом — снижает диэлектрическую проницаемость с 2,3 (твердый полиэтилен высокой плотности) до 1,5–1,8 (вспененный), что позволяет Cat 6A достигать полосы пропускания 500 МГц. Контроль диаметра провода с вспененной изоляцией и кабельного экструдера должен быть более жестким, чем ±0,005 мм, чтобы поддерживать импеданс в пределах допуска ±3 Ом стандартов TIA-568.
Методы технического обслуживания, продлевающие срок службы экструдеров проволоки и кабеля
Экструдер для проволоки и кабеля является капиталоемким активом. Правильное техническое обслуживание напрямую влияет на время безотказной работы, стабильное качество и срок службы шнека/цилиндра, измеряемый годами, а не месяцами.
- Контроль износа шнека и цилиндра — каждые 6–12 месяцев измеряйте диаметр канала ствола и диаметр резьбы винта калиброванными приборами. Когда диаметральный зазор между шнеком и цилиндром превышает 0,4–0,6 мм (в зависимости от размера шнека), стабильность производительности падает, а поток утечки увеличивается. Замена винта до того, как ствол достигнет той же стадии износа, обычно более рентабельна, чем замена обоих одновременно.
- Частота очистки траверсы — LSZH и пигментированные компаунды требуют разборки и очистки крейцкопфа каждые 8–24 часа производства для удаления остатков разложившегося материала. Натуральный состав ПВХ на чистой линии может прослужить 200–500 часов между чистками. Запланированный цикл продувки с использованием термостабильного промывочного состава перед остановом удаляет остатки без разборки и продлевает интервал.
- Проверка нагревателя бочки и термопары — неисправные ленты нагревателей и термопары вызывают аномалии температурной зоны, которые часто ошибочно диагностируются как проблемы соединения или винта. Заменяйте термопары в профилактических целях каждые 12–18 месяцев; Ежеквартально проверяйте зажимы нагревателя на предмет ослабления и появления горячих точек.
- Сервис привода и коробки передач — Редукторы экструдеров работают в условиях высоких циклических моментных нагрузок. Соблюдайте интервалы замены трансмиссионного масла, указанные OEM-производителем, обычно каждые 4000–8000 часов. Анализ вибрации коробки передач два раза в год выявляет износ подшипников перед катастрофическим выходом из строя и внеплановым простоем.
- Калибровка манометров и тестеров искры — Лазерные измерители диаметра требуют ежемесячной калибровки по эталонным эталонам, прослеживаемым NIST. Искровые тестеры должны проверяться на соответствие известному празднику (пробы в изоляции) в начале каждой смены; некалиброванный тестер искры, который пропускает неисправности, хуже, чем отсутствие тестера вообще.
Тенденции отрасли, определяющие сегодня экструзию проволоки и кабеля
Технология экструзии проводов и кабелей развивается вместе с более широким сдвигом кабельной отрасли в сторону инфраструктуры зарядки электромобилей, взаимосвязи возобновляемых источников энергии и высокоскоростных сетей передачи данных.
Спрос на кабель для зарядки электромобилей
Кабели для быстрой зарядки постоянного тока электромобилей требуют гибких оболочек из ТПУ или силикона, способных выдерживать постоянный ток до 500 А при напряжении 1000 В постоянного тока, с радиусом изгиба менее 30 мм при температуре -40°C. В этих кабелях используются жилы с жидкостным охлаждением и экструдированной изоляцией поверх медной трубки, несущей охлаждающую жидкость. Линии экструдирования проволоки и кабеля для этого продукта должны одновременно наносить несколько слоев — изоляцию медного проводника, оболочку сборки — сохраняя при этом свойства гибкости, которые позволяют кабелю висеть и скручиваться тысячи раз во время эксплуатации. Прогнозируется, что глобальный спрос на кабели для зарядки электромобилей вырастет более чем 20% среднегодового темпа роста до 2030 г. , что привело к значительным инвестициям в новые мощности по производству проволоки и кабеля.
Индустрия 4.0 и цифровые экструзионные линии
Современные системы управления проволочными и кабельными экструдерами соединяют все компоненты линии — привод экструдера, температуру цилиндра, шестеренчатый насос, датчик диаметра, шпиль и приемное устройство — через единый ПЛК или ЧМИ на базе ПК с управлением рецептами и регистрацией данных SPC. Цифровые экструзионные линии хранят технологические рецепты для сотен типов кабелей, что исключает ручную настройку и обеспечивает замену продукта без инструментов менее чем за 15 минут в хорошо спроектированных системах. Возможность подключения OPC-UA позволяет линии передавать производственные данные в режиме реального времени в системы MES и ERP, обеспечивая отслеживание от составной партии до готовой катушки — обязательная возможность для автомобильной сертификации IATF 16949 и все более необходимая для проектов по прокладке кабельных систем.
Экструзионная экструзия экологически чистых и перерабатываемых материалов
Регулирующее давление в соответствии с Планом действий ЕС по экономике замкнутого цикла и правилами REACH ускоряет переход от неперерабатываемой термореактивной (XLPE) и галогенированной (ПВХ) изоляции к термопластичным альтернативам из сшитого полиэтилена (TR-XLPE, HFFR-TP), которые могут быть переработаны по окончании срока службы. Эти новые соединения можно перерабатывать на существующих платформах экструдеров для проволоки и кабелей с модификацией шнеков, но они требуют более узких технологических окон и более точного контроля температуры, чем устаревший ПВХ. Поставщики компаундов и производители экструдеров совместно разрабатывают новую геометрию оснастки и покрытия цилиндров для эффективной работы с этими материалами, при этом на нескольких коммерческих линиях уже используются компаунды TR-XLPE для кабелей среднего напряжения в промышленных масштабах в Европе и Азии.