E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Краткий ответ: обмотка кабелей безопасна, но только если все сделано правильно
- 2 Почему способ обмотки кабелей действительно имеет значение
- 3 Роль Экструдер для проволоки и кабеля в качестве кабеля
- 4 Правильные методы обмотки электрических кабелей и удлинительных проводов
- 5 Как технология экструдирования проводов и кабелей влияет на качество обмотки современных кабелей
- 6 Распространенные ошибки при обмотке электрических кабелей и удлинительных проводов
- 7 Проверка кабелей на предмет повреждений, вызванных неправильной обмоткой
- 8 Выбор удлинительных проводов и кабелей, предназначенных для многократной обмотки
- 9 Отраслевой и нормативный контекст: что говорят стандарты о обмотке кабеля
- 10 Практическое резюме: Основные правила безопасной обмотки электрических кабелей
Краткий ответ: обмотка кабелей безопасна, но только если все сделано правильно
Свертывание электрических кабелей и удлинительных проводов по своей сути не приводит к повреждению или угрозе безопасности. Однако то, как вы их обертываете, имеет огромное значение. Плотная намотка, изгиб под острыми углами или связывание кабелей в жгуты под нагрузкой могут привести к выделению тепла, ухудшению изоляции и сокращению срока службы провода. Основной причиной большинства неисправностей кабеля является не сама намотка, а неправильная техника намотки в сочетании с некачественной конструкцией кабеля.
Понимание того, почему некоторые кабели служат десятилетиями, в то время как другие изнашиваются, перегреваются или выходят из строя в течение года, требует рассмотрения двух взаимосвязанных факторов: того, как кабели хранятся и управляются при ежедневном использовании, и того, как кабель был изготовлен в первую очередь — в частности, роль экструдера для проволоки и кабеля в определении структурной целостности конечного продукта.
Почему способ обмотки кабелей действительно имеет значение
Электрические кабели и удлинители — это не просто металлические проводники. Это слоистые системы — жила проводника, окруженная изоляцией, иногда с дополнительным экраном или оболочкой, — и каждый слой имеет физические допуски. Когда вы наматываете кабель, вы одновременно оказываете механическое воздействие на все эти слои.
Нагрев в спиральных удлинительных проводах
Одним из наиболее документированных рисков, связанных с обмоткой кабелей, является накопление тепла. Когда удлинительный провод смотан и все еще подключен к цепи под напряжением, он ведет себя как индуктор — тепло, выделяемое электрическим сопротивлением, не может рассеиваться так же эффективно, как в размотанном состоянии. Полностью намотанный удлинитель на 13 А, несущий нагрузку, близкую к номинальной, может нагреваться до температуры на 30–50°C выше, чем тот же кабель, проложенный горизонтально. Вот почему на катушках с удлинительной проволокой, продаваемых в Великобритании и ЕС, имеется четкое предупреждение о необходимости полного разматывания перед использованием под большими нагрузками.
Накопление тепла ускоряет деградацию изоляции. Большинство стандартных изоляций из ПВХ рассчитаны на непрерывную работу при температуре 70°C. Повторяющиеся циклы перегрева приводят к тому, что ПВХ становится хрупким, трескается и в конечном итоге обнажает проводник, создавая опасность поражения электрическим током и возгорания, которая, кажется, возникает из ниоткуда спустя годы после первоначального повреждения.
Механическое воздействие на проводник и изоляцию
Радиус изгиба является важной характеристикой для любого кабеля. Каждый тип проволоки имеет минимальный радиус изгиба — самый крутой изгиб, который он может выдержать без остаточной деформации. Плотное наматывание кабелей вокруг небольшого крючка, втулки кабельной катушки с узким сердечником или даже собственной руки может нарушить этот минимальный радиус изгиба. Последствия включают в себя:
- Микропереломы отдельных жил провода внутри проводника.
- Растрескивание под напряжением в изоляционной оболочке, особенно в холодных условиях.
- Отслоение оболочки от изоляции в многослойных кабелях
- Повышенное сопротивление в поврежденных местах, что приводит к локальному нагреву.
Для стандартного гибкого кабеля сечением 1,5 мм², обычно используемого в бытовых удлинителях, рекомендуемый минимальный радиус изгиба обычно составляет 15–20 мм. Большинство людей сворачивают кабели в петли гораздо меньшего размера, не осознавая, какой долгосрочный ущерб они наносят.
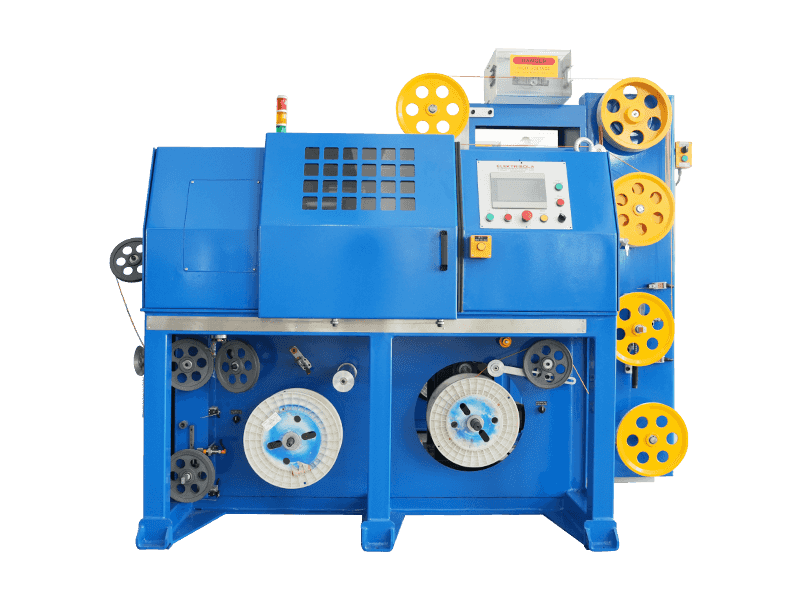
Роль Экструдер для проволоки и кабеля в качестве кабеля
Прежде чем какой-либо кабель попадает в руки потребителя, он проходит производственный процесс, в котором экструдер для проволоки и кабеля является центральным элементом оборудования. Экструдер наносит слои изоляции, оболочки и оболочки на проводник, пропуская расплавленный полимер — обычно ПВХ, сшитый полиэтилен, LSZH или TPE — через точно спроектированную головку при контролируемой температуре, давлении и скорости. Качество этого процесса экструзии напрямую определяет, насколько хорошо кабель выдерживает физические нагрузки, возникающие при ежедневной обмотке, изгибании и намотке.
Как параметры экструзии влияют на долговечность
Экструдер для проволоки и кабеля работает в узком диапазоне параметров. Отклонение от оптимальных настроек приводит к дефектам, которые могут быть незаметны невооруженным глазом, но существенно снижают механические и тепловые характеристики кабеля:
| Параметр экструзии | Если слишком низко | Если слишком высокий | Влияние на переносимость упаковки |
|---|---|---|---|
| Температура плавления | Плохая текучесть полимера, пустоты в изоляции. | Деградация полимера, изменение цвета | Пустоты вызывают растрескивание при многократном изгибе. |
| Линейная скорость | Толстая, неровная стена — трата материала | Тонкая стена, ниже спецификации — пониженная изоляция | Тонкие стенки быстрее разрушаются при механическом воздействии. |
| Давление головки штампа | Свободная, плохо приклеенная куртка. | Чрезмерная нагрузка на проводник на выходе из матрицы | Ослабленные полоски оболочки при намотке кабеля |
| Скорость охлаждения | Мягкая, деформируемая изоляция. | Внутренние напряжения зафиксированы в полимере | Остаточные напряжения вызывают самопроизвольное растрескивание. |
Вот почему кабели от известных производителей, чьи линии экструдирования проволоки и кабеля контролируются с помощью искровых испытаний, толщиномеров стенок и непрерывного измерения диаметра, постоянно превосходят дешевый импорт, не требующий такого контроля качества. Кабель с однородной изоляцией толщиной 0,8 мм по всему периметру будет изгибаться в тысячи раз больше, прежде чем выйдет из строя, чем кабель с тонким пятном толщиной 0,4 мм на одной стороне.
Выбор изоляционного материала и его влияние на гибкость
Полимерное соединение, подаваемое в экструдер для проволоки и кабеля, также играет важную роль в том, как готовый кабель реагирует на обмотку. Различные изоляционные материалы имеют очень разные профили гибкости:
- Стандартный ПВХ: Низкая стоимость, широко используется, но становится жестким и хрупким при температуре ниже 0°C. Обертывание кабелей с ПВХ-изоляцией в холодных условиях значительно увеличивает риск растрескивания изоляции.
- Гибкий ПВХ (с пластификаторами): Гораздо более податливый при низких температурах, более щадящий при тугом скручивании. Обычно используется в бытовых удлинителях.
- Сшитый полиэтилен (сшитый полиэтилен): Превосходная термическая стойкость при постоянной температуре до 90°C, лучшие механические свойства, чем у ПВХ, но менее гибкие при комнатной температуре. Используется в кабелях повышенной прочности.
- ТПЭ (термопластичный эластомер): Превосходная гибкость и производительность при низких температурах. Кабели с оболочкой из ТПЭ можно плотно скручивать и оставаться неповрежденными, поэтому их предпочитают для портативных инструментов и наружного оборудования.
- LSZH (с низким содержанием дыма и без галогенов): Используется в средах, где токсичные пары представляют угрозу пожарной безопасности, например, в туннелях и центрах обработки данных. Обычно жестче, чем аналоги из ПВХ.
Знание того, из какого материала сделана изоляция вашего кабеля, поможет вам принять более обоснованное решение о том, насколько плотно его можно наматывать и при какой температуре окружающей среды.
Правильные методы обмотки электрических кабелей и удлинительных проводов
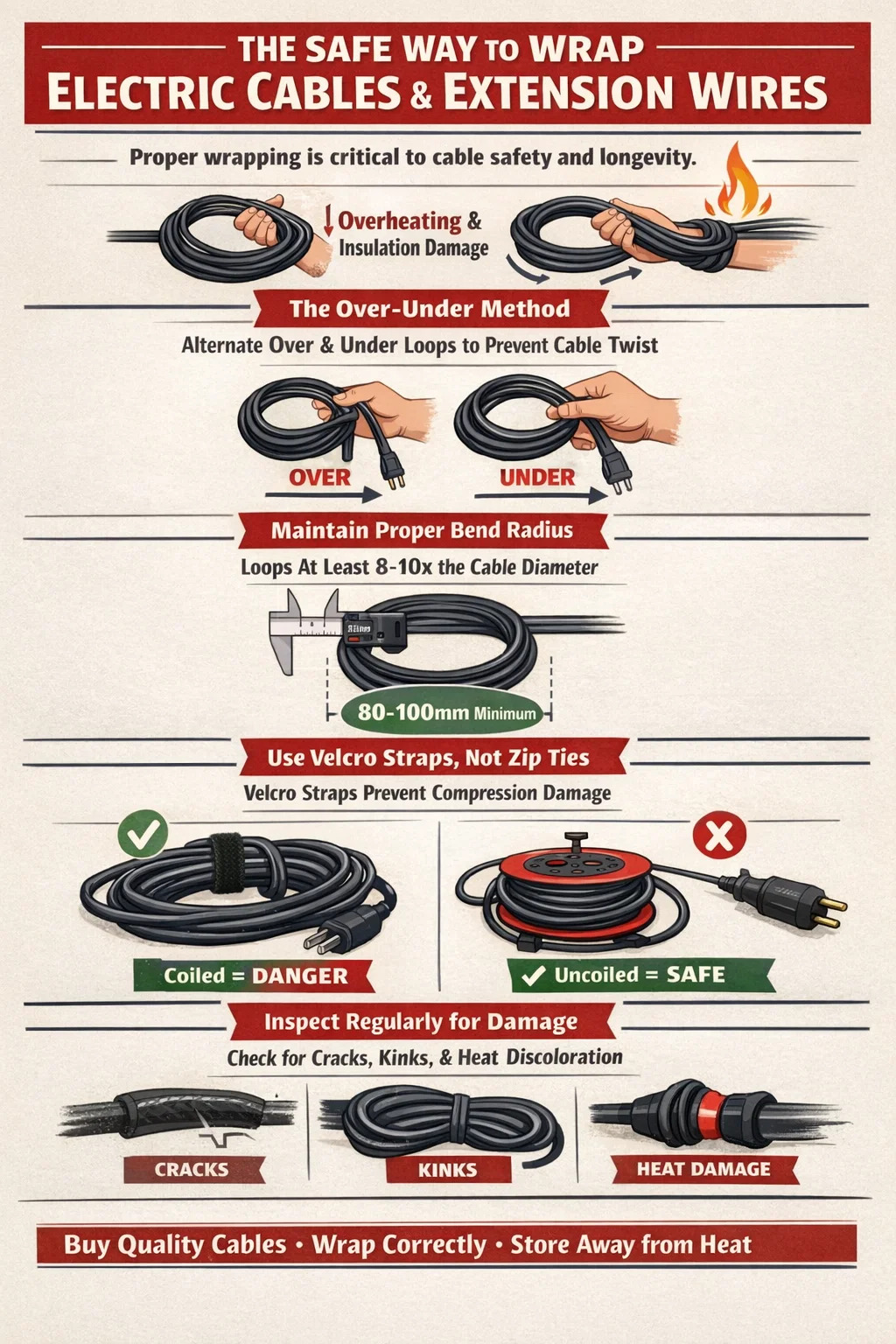
Зная о рисках, следующий практический вопрос заключается в том, как правильно обернуть кабели, чтобы они прослужили дольше, оставались более безопасными и их было легко развернуть. Существует несколько признанных методов, используемых профессионалами в аудиовизуальной, электротехнической и строительной отраслях, которые прекрасно подходят для повседневного использования дома и на рабочем месте.
Метод «больше-меньше»
Техника «над-под» — это золотой стандарт для обмотки кабелей, которые необходимо многократно сматывать и хранить. Вместо того, чтобы каждый раз наматывать кабель в одном и том же направлении вращения (что создает скручивающее напряжение в проводнике), вы чередуете направление каждой петли. Одна петля проходит «над» по естественной дуге, следующая — «под» с небольшим поворотом внутрь и так поочередно. В результате катушка лежит ровно, разворачивается без перекручивания и не накапливает скручивание с эффектом памяти, которое со временем разрушает кабели. Профессиональные аудиотехники и операторские группы обычно используют этот метод, поскольку один микрофон или видеокабель может стоить несколько сотен долларов.
Соблюдение минимального радиуса изгиба
Как правило, диаметр петли при намотке кабеля должен быть как минимум в 8–10 раз больше внешнего диаметра кабеля. Для типичного удлинителя диаметром 10 мм это означает петли диаметром не менее 80–100 мм. Обхват узкого крючка, тонкого гвоздя или пальцев приводит к гораздо более сильному изгибу, а повторное использование усугубляет ущерб, пока не произойдет сбой.
Использование кабельных стяжек, ремней на липучке и соответствующих катушек
То, как вы закрепляете обернутый кабель, имеет такое же значение, как и сама техника обмотки:
- Кабельные стяжки на липучке предпочтительнее пластиковых стяжек, поскольку они не сжимают кабель. Стяжка, плотно затянутая вокруг пучка кабелей, создает точку концентрированного давления, которая может деформировать изоляцию и со временем создать слабое место изоляции.
- Многоразовые ремни на липучке Разработанный специально для кабелей, доступный у таких производителей, как Hellermann Tyton и Panduit, он обеспечивает равномерное и мягкое давление вокруг катушки без сужения.
- Кабельные барабаны с жилами большого диаметра поддерживать безопасный радиус изгиба по всей хранимой длине. Катушки с диаметром жилы не менее 150 мм рекомендуются для удлинительных проводов длиной до 25 м.
- Рисунок-8 хранилище на фиксированном кронштейне или штифте является альтернативой намотке, которая полностью исключает накопление скручивающих напряжений. Трос пересекается в средней точке при каждом витке, компенсируя вращение, возникающее с каждой стороны.
Никогда не сматывайте находящийся под напряжением удлинительный провод в свернутом состоянии.
Это заслуживает отдельного внимания. Если вы используете удлинительный провод для питания оборудования, потребляющего силу тока, близкого к номинальному, например обогревателя, электроинструмента или мойки высокого давления, Перед использованием проволока должна быть полностью размотана. Прокладка спирального удлинительного провода с током 10 А по кабелю с номиналом 13 А представляет собой известный риск возгорания. Данные расследования пожаров в Великобритании неоднократно указывали на то, что спиральные удлинители являются источником возгорания при бытовых пожарах. Это отражено в правилах электромонтажа IET и в руководствах производителей.
Как технология экструдирования проводов и кабелей влияет на качество обмотки современных кабелей
Разница в производительности между кабелем, который выдерживает тысячи циклов намотки-размотки, и кабелем, который выходит из строя через несколько месяцев, почти полностью сводится к тому, что произошло внутри проволоки и экструдера кабеля во время производства. Современные экструдерные линии значительно более сложны, чем те, что были двадцать лет назад, и полученные кабели отражают этот прогресс.
Однопроходная многослойная экструзия
Современные конфигурации экструдеров для проволоки и кабеля позволяют наносить несколько слоев полимера за один проход через тандемную или тройную фильеру. Этот метод совместной экструзии создает кабель, в котором изоляционный слой и внешняя оболочка сплавляются на молекулярном уровне, а не просто сидят друг на друге. Соэкструдированные кабели устойчивы к расслаиванию при многократном изгибе, что является важнейшим преимуществом для любого кабеля, который будет регулярно сматываться и разматываться.
Непрерывная вулканизация и обработка сшитого полиэтилена
Для кабелей с более высокими техническими характеристиками экструдер для проволоки и кабеля подается в трубку непрерывной вулканизации (CV), где экструдированная изоляция из сшитого полиэтилена сшивается под действием тепла и давления сразу после нанесения. Сшивка создает трехмерную полимерную сетку, которая не может плавиться (в отличие от термопластической изоляции) и гораздо более устойчива к остаточной деформации, когда кабели свернуты под нагрузкой. Кабели из сшитого полиэтилена могут выдерживать постоянные рабочие температуры до 90°C по сравнению с 70°C для стандартного ПВХ, что обеспечивает больший запас термической безопасности при хранении кабелей в бухтах.
Прецизионный контроль толщины стенок
Современные линии экструдирования проволоки и кабеля оснащены лазерными или рентгеновскими датчиками диаметра и системами автоматического центрирования, которые удерживают проводник в центре матрицы с допуском ±0,02 мм или лучше. Это обеспечивает равномерную толщину стенки по всей окружности кабеля. Эксцентриситет — когда проводник располагается не по центру, что делает одну сторону изоляции тонкой — является одной из основных причин разрушения изоляции при изгибах, поскольку тонкая сторона испытывает наибольшее механическое напряжение при изгибе кабеля.
При покупке удлинителей или электрических кабелей общего назначения поиск продукции, изготовленной в соответствии со стандартами МЭК 60227, IEC 60502 или BS 6004, является разумным показателем того, что процесс экструдирования проволоки и кабеля контролируется должным образом. Эти стандарты определяют минимальную толщину стенок, конструкцию проводников и требования к электрическим испытаниям, при которых плохо экструдированный кабель не выдержит испытания.
Распространенные ошибки при обмотке электрических кабелей и удлинительных проводов
Даже люди, которые обычно бережно относятся к своему оборудованию, регулярно допускают ошибки при упаковке, которые в течение месяцев и лет приводят к серьезным повреждениям. Вот наиболее часто встречающиеся ошибки и почему они имеют значение:
- Заворачивание со стороны вилки внутрь: Это подвергает наиболее механически нагруженную точку (разгрузку от натяжения вилки) дополнительную изгибающую нагрузку каждый раз, когда кабель наматывается. Всегда начинайте намотку с середины кабеля и заканчивайте с обоих концов.
- Закрепление катушки путем скручивания кабеля вокруг себя: Завязывание кабеля в узел с помощью собственного хвоста создает резкий изгиб и точку скручивания, которую невозможно развязать без дополнительной нагрузки на кабель. Вместо этого используйте отдельный ремешок на липучке или кабельную стяжку.
- Хранение кабелей в теплых местах в свернутом виде: Свернутый кабель, хранящийся рядом с котлом, рядом с радиатором или в нагретой машине, значительно ускоряет миграцию пластификатора из ПВХ-изоляции. После удаления пластификатора ПВХ становится жестким и хрупким.
- Плотно оберните кабели вокруг ручек оборудования: Многие люди для хранения плотно обматывают удлинители вокруг ручки электроинструмента или пылесоса. Малый радиус в точках намотки и давление собственного натяжения троса вызывают постоянную деформацию.
- Укладка тяжелых предметов на спиральные кабели: Плоские катушки, хранящиеся под полками со сложенными на них инструментами или оборудованием, подвергаются деформации сжатия изоляции. Это особенно вредно для плоского ленточного кабеля.
Проверка кабелей на предмет повреждений, вызванных неправильной обмоткой
Одним из недооцененных аспектов обслуживания кабеля является знание того, на что следует обращать внимание при оценке того, привела ли история намотки кабеля к повреждению. Визуальный осмотр выявляет наиболее серьезные проблемы до того, как они станут угрозой безопасности.
Визуальные признаки повреждения упаковки
- Перекручивание: Острая V-образная или U-образная складка на оболочке кабеля, которая не растягивается при горизонтальной укладке кабеля. Это указывает на то, что нижние жилы проводника были необратимо деформированы.
- Белые следы напряжения на внешней оболочке: Бледное или белесое изменение цвета в точке изгиба указывает на то, что полимер растянулся за пределы предела своей эластичности. Это называется «стрессовым отбеливанием» и является ранним признаком грядущего растрескивания.
- Видимые трещины на внешней оболочке: Любая поверхностная трещина должна рассматриваться как дисквалифицирующий дефект. Даже если основная изоляция выглядит неповрежденной, треснутая оболочка обеспечивает проникновение влаги, что ускоряет коррозию проводника и в конечном итоге приводит к разрушению изоляции.
- Постоянный набор или «намотка памяти»: Кабель, который сохраняет свою намотанную форму и не может быть уложен плоско без пружинения, испытывает значительное внутреннее скручивающее напряжение. Это менее опасно, чем растрескивание, но указывает на накопившуюся усталость.
- Изменение цвета при нагревании в месте ввода кабеля вилки или розетки: Коричневое или желтое изменение цвета оболочки кабеля возле разъема указывает на перегрев, который часто вызван чрезмерным сопротивлением в поврежденном месте изгиба в зоне входа вилки.
Любой кабель, на котором имеются перегибы, трещины, побеление под напряжением или изменение цвета под воздействием тепла, следует немедленно вывести из эксплуатации. Попытка отремонтировать бытовой кабель с помощью изоленты не является безопасным долгосрочным решением: клей ленты со временем разрушается, и основное повреждение проводника может быть незаметно снаружи.
Выбор удлинительных проводов и кабелей, предназначенных для многократной обмотки
Если ваше приложение предполагает частое сматывание и разматывание кабеля — уличные инструменты, портативное оборудование, использование в мастерской — выбор кабеля в момент покупки определяет, как долго он прослужит и насколько безопасно его можно хранить. Вот что искать:
| Особенность | Что искать | Почему это важно для упаковки |
|---|---|---|
| Конструкция проводника | Тонкожильный (класс 5 или 6 по IEC 60228) | Больше прядей = больше гибкости, выше сопротивление усталости при изгибе |
| Изоляционный материал | Гибкая оболочка из ПВХ или ТПЭ. | Остается гибким при низких температурах, устойчив к растрескиванию при скручивании. |
| Соответствие стандартам | IEC 60227, BS 6500 или эквивалент. | Гарантирует минимальную толщину стенок и электрическую целостность благодаря контролируемому качеству экструдерному процессу. |
| Разгрузка натяжения на заглушках | Длинный гибкий вход сальника, а не короткий жесткий пыльник. | Распределяет напряжение изгиба в точке выхода кабеля из вилки. |
| Диаметр сердечника катушки (если на катушке) | Минимум 150 мм жилы для стандартных удлинителей. | Поддерживает безопасный радиус изгиба во всех сохраненных поворотах. |
Проводники классов 5 и 6 — тонкожильные обозначения согласно IEC 60228 — могут иметь диаметр отдельных жил всего 0,1 мм по сравнению с 0,4 мм у одножильного проводника класса 1. Эта тонкая скрутка достигается с помощью прецизионных машин для волочения и группировки проводов перед экструдером для проволоки и кабеля, и это фундаментально меняет реакцию готового кабеля на изгиб. Проводник класса 5 в гибком проводе площадью 1,5 мм² может содержать более 30 отдельных медных жил, каждая из которых проводит только часть общего тока, причем каждая жила может перемещаться относительно своих соседей при изгибе кабеля. Вот почему гибкие удлинители заметно отличаются от фиксированной проводки внутри стен — и почему они могут выдержать тысячи циклов намотки, которые могут сломать твердый проводник за несколько дней.
Отраслевой и нормативный контекст: что говорят стандарты о обмотке кабеля
Правила электробезопасности и кабельные стандарты обычно не предписывают, как именно потребители должны сматывать свои кабели, но они устанавливают пороговые значения производства и использования, которые делают возможной безопасную упаковку. Понимание этих стандартов помогает понять, на что рассчитан кабель.
- IEC 60227 определяет кабели с ПВХ-изоляцией для номинального напряжения до 450/750 В включительно, охватывая требования к конструкции, испытаниям и маркировке, которым должен соответствовать экструдер для проволоки и кабеля для производства соответствующего кабеля.
- МЭК 60884 и БС 1363 Закройте системы вилок и розеток, к которым подключаются удлинительные провода, и включите требования по снижению натяжения, которые защищают точку ввода кабеля — наиболее уязвимое место для повреждений, вызванных изгибом.
- ЭН 50525 является гармонизированным европейским стандартом для низковольтных энергетических кабелей, включая гибкие шнуры общего назначения. Он определяет испытания на изгиб, испытания на тепловое старение и минимальные требования к гибкости проводников, которым должны соответствовать кабели, прежде чем их можно будет продавать на европейских рынках.
- Руководство по HSE (Уполномоченный по охране труда и технике безопасности Великобритании) В документе по электробезопасности на рабочем месте витые удлинители, используемые при номинальном токе или близком к нему, прямо перечислены как признанная электрическая опасность, и работникам рекомендуется использовать кабельные катушки с термопредохранителями при эксплуатации удлинителей при высоких нагрузках.
Испытание на изгиб, указанное в EN 50525, при котором образец кабеля сгибается вокруг оправки определенного диаметра в течение как минимум 30 000 циклов, дает конкретное представление о том, на что рассчитаны кабели, соответствующие стандарту. Кабель, прошедший это испытание на заводе, произведенный на правильно откалиброванном экструдере для проволоки и кабеля с постоянной толщиной стенок и хорошим качеством полимера, имеет принципиально другой профиль срока службы, чем несоответствующий кабелю, который не проходит эти испытания.
Практическое резюме: Основные правила безопасной обмотки электрических кабелей
Ниже приведены ключевые принципы для тех, кто управляет электрическими кабелями и удлинителями дома, в мастерской или на работе, собрав все вместе в практическое руководство:
- Всегда полностью разматывайте удлинители перед использованием их при тяжелых электрических нагрузках. Даже частичное раскручивание лучше, чем ничего. Использование витого провода на 13 А при токе 10 А и более представляет собой документально подтвержденный риск возгорания.
- Используйте технику обертывания «сверх-под» для кабелей, которые будут часто сматываться и разматываться. Это устраняет крутильную память и значительно продлевает срок службы кабеля.
- Поддерживайте диаметр петли как минимум в 8–10 раз больше внешнего диаметра кабеля. при намотке. Для кабеля диаметром 10 мм петли должны иметь диаметр минимум 80–100 мм.
- Закрепите катушки с помощью ремней-липучек, а не застежек-молний. Застежки-молнии со временем создают повреждения от сжатия в точке крепления.
- Купите кабели, изготовленные по стандартам IEC или BS. и ищите гибкую изоляцию из ПВХ или ТПЭ, а также тонкожильные проводники класса 5 или 6 для применений, требующих регулярной намотки.
- Регулярно проверяйте кабели на предмет перекручивания, побеления под напряжением, растрескивания или изменения цвета под воздействием тепла вблизи вилок. Немедленно отключите поврежденные кабели от эксплуатации.
- Храните кабели вдали от источников тепла. и избегайте штабелирования тяжелых предметов на спиральных кабелях.
Кабели не являются компонентами, требующими обслуживания. Сочетание правильной техники намотки, правильного выбора кабеля (подкрепленного качественным производством проволоки и кабельных экструдеров) и регулярных проверок позволяет создать систему, которая является одновременно безопасной и экономичной в долгосрочной перспективе. Разница в стоимости между качественным удлинителем, соответствующим требованиям, и дешевой альтернативой, не соответствующей требованиям, редко превышает несколько долларов или фунтов. Разница в стоимости неудачных исходов неизмеримо больше.