E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Как изготавливается оптоволоконный кабель: краткий ответ
- 2 Сырье: из чего на самом деле сделан оптоволоконный кабель
- 3 Этап первый: изготовление стеклянной заготовки
- 4 Этап второй: рисование волокна на волочильной башне
- 5 Третий этап: окраска, буферизация и скручивание волокон
- 6 Этап четвертый: нанесение оболочки с помощью экструдера для проволоки и кабеля
- 7 Критически важное оборудование на линии покрытия оптоволоконного кабеля
- 8 Типы оптоволоконных кабелей и различные подходы к их производству
- 9 Тестирование качества на протяжении всего производственного процесса
- 10 Ключевые факторы, влияющие на производительность и долговечность оптоволоконного кабеля
- 11 Запуск линии по производству оптоволоконного кабеля: практические соображения
- 12 Стандарты оптоволоконных кабелей и требования соответствия
Как изготавливается оптоволоконный кабель: краткий ответ
Волоконно-оптический кабель изготавливается путем вытягивания сверхчистого кварцевого стекла в тонкие пряди, называемые оптическими волокнами, покрытия их защитными полимерными слоями, объединения их в сердечник и, наконец, экструдирования внешней оболочки вокруг всей конструкции с помощью экструдера для проволоки и кабеля. В результате появился кабель, способный передавать данные со скоростью света на расстояния в десятки километров практически без потерь сигнала.
Полный производственный процесс охватывает несколько тщательно контролируемых этапов — от химического осаждения заготовок из паровой фазы диоксида кремния до башен для вытяжки волокна, работающих при температуре более 2000°C, до линий нанесения кожухов, где экструдер для проволоки и кабеля наносит полимерные покрытия на скорости более 1000 метров в минуту . Каждый этап требует прецизионного оборудования, жестких допусков и строгого контроля качества.
Сырье: из чего на самом деле сделан оптоволоконный кабель
Оптическое волокно, лежащее в основе каждого кабеля, состоит из тетрахлорида кремния (SiCl₄) или диоксида кремния (SiO₂) исключительной чистоты — обычно 99,9999 % или выше. Даже одна металлическая примесь на уровне частей на миллиард может рассеивать свет и снижать качество передачи. Наряду с кремнеземом в сердечник добавляются легирующие примеси, такие как диоксид германия (GeO₂), чтобы поднять его показатель преломления немного выше показателя преломления оболочки, создавая полное внутреннее отражение, которое удерживает свет внутри волокна.
Помимо стекла, готовый кабель содержит несколько других категорий материалов:
- Первичное покрытие: Мягкий акрилат, отверждаемый УФ-излучением, наносится непосредственно на стекло для смягчения микроизгибов и защиты поверхности от влаги.
- Вторичное покрытие: Более твердый акрилатный слой, придающий волокну механическую прочность и устойчивость к истиранию.
- Буферные пробирки или плотный буфер: В конструкциях со свободными трубками используются трубки из ПБТ (полибутилентерефталата), наполненные гелем; в конструкциях с плотным буфером используется нейлон или ПВДФ, экструдированный непосредственно поверх волокна.
- Силовые члены: Арамидная пряжа (кевлар), стержни из армированного стекловолокном пластика (GRP) или стальная проволока в зависимости от типа кабеля и его применения.
- Внешняя куртка: Безгалогенный полиэтилен, ПВХ или полиуретан с низким содержанием дыма (LSZH), наносимый с помощью экструдера для проволоки и кабеля и выбираемый в зависимости от условий установки.
Конкретная комбинация этих материалов определяет, является ли конечный продукт соединительным кабелем для помещений, кабелем для наружной прокладки под землей, бронированным подводным кабелем или огнестойким стояковым кабелем.
Этап первый: изготовление стеклянной заготовки
Все начинается с заготовки — цельного стеклянного стержня длиной обычно 1–1,5 метра и диаметром 50–150 мм, профиль поперечного сечения которого представляет собой точную увеличенную копию готового волокна. Соотношение между диаметром сердцевины и диаметром оболочки в заготовке точно сохраняется во время вытяжки, поэтому каждое размерное решение, принятое на этом этапе, распространяется на весь путь к конечному изделию.
Модифицированное химическое осаждение из паровой фазы (MCVD)
В процессе MCVD вращающаяся кварцевая трубка устанавливается на токарном станке для обработки стекла. Газообразные предшественники — SiCl₄, GeCl₄, POCl₃ и кислород — подаются на один конец, а водородно-кислородная горелка проходит снаружи. Газы вступают в реакцию при температуре около 1600°C, оставляя частицы сажи на внутренней стенке трубки. При каждом проходе горелки наносится один слой стекла немного разного состава, слой за слоем создавая градиентную сердцевину. После сотен проходов труба под воздействием высокой температуры сжимается в твердый стержень-преформу.
Наружное осаждение из паровой фазы (OVD) и осевое осаждение из паровой фазы (VAD)
OVD и VAD являются доминирующими методами, используемыми крупными производителями, такими как Corning и Fujikura. В ОВД вращающаяся оправка проходит через пламенно-гидролизную горелку; SiCl₄ и GeCl₄ реагируют с водородом и кислородом, образуя сажу кремнезема на внешней стороне оправки. После осаждения оправку удаляют, а пористую заготовку из сажи спекают в печи с атмосферой хлора для удаления ионов OH⁻ (которые вызывают затухание пика воды), а затем консолидируют в стеклянную заготовку без пузырьков. VAD осаждает сажу на конце вращающегося затравочного стержня, непрерывно выращивая преформу — формат, который подходит для крупносерийного производства, поскольку позволяет производить очень длинные преформы без перерывов. Из одной большой заготовки OVD или VAD можно получить более 3000 км готового волокна.
Этап второй: рисование волокна на волочильной башне
Башня вытягивания волокна — одно из самых ярких устройств на любом заводе по производству оптического волокна. Обычно его высота составляет 10–20 метров, и он подает заготовку вертикально в графитовую печь сопротивления или циркониевую индукционную печь, где наконечник нагревается примерно до 2000–2200 °С . При этой температуре стекло размягчается, и тонкая нить, называемая волокном «шеей вниз», падает под действием силы тяжести и захватывается шпилем у основания башни.
Кабстан контролирует скорость вытяжки, которая является основной переменной, используемой для регулирования диаметра волокна. Современные вытяжные башни работают со скоростью 1500–2500 метров в минуту , а лазерный микрометр, расположенный чуть ниже печи, непрерывно измеряет диаметр волокна, обычно поддерживая его в пределах ±0,1 мкм от заданного диаметра оболочки 125 мкм. Если диаметр отклоняется, система управления регулирует скорость вытяжки в реальном времени в течение миллисекунд.
Нанесение покрытия в линию
Сразу после точки измерения диаметра голое стекловолокно проходит через матрицу с двойным покрытием, где жидкий акрилат, отверждаемый УФ-излучением, наносится двумя концентрическими слоями одновременно — мягким первичным слоем с внешним диаметром примерно 190–200 мкм и более твердым вторичным слоем, в результате чего общая толщина слоя составляет примерно 245–250 мкм. Волокно с покрытием затем проходит через УФ-лампы, которые отверждают оба слоя за доли секунды. Этот этап нанесения покрытия имеет решающее значение: кварцевое стекло без покрытия имеет очень высокую прочность на разрыв (до 700 фунтов на квадратный дюйм), но чрезвычайно чувствительно к повреждению поверхности из-за атмосферной влаги и обращения с ним. Полимерное покрытие защищает эту поверхность с момента застывания стекла.
Волокно с покрытием наматывается на катушки, которые вмещают от 25 км до более 100 км волокна, в зависимости от размера катушки и типа волокна. Затем каждая катушка подвергается контрольным испытаниям, в ходе которых волокно протягивается через систему шпилей, которая применяет контролируемую растягивающую нагрузку — обычно 100 км² — для проверки отсутствия слабых мест по всей длине.
Третий этап: окраска, буферизация и скручивание волокон
После контрольных испытаний отдельные волокна маркируются цветом с помощью линии окраски УФ-чернилами, которая наносит тонкий слой пигментированных УФ-отверждаемых чернил на поверхность вторичного покрытия. Стандартная последовательность цветов соответствует TIA-598 (или IEC 60304 на международном уровне): синий, оранжевый, зеленый, коричневый, шиферный, белый, красный, черный, желтый, фиолетовый, розовый, голубой — повторяется для каждой группы из 12 волокон в кабелях с большим количеством волокон. Это цветовое кодирование — единственный способ идентифицировать отдельные волокна в кабелях, содержащих 96, 144, 288 или даже 3456 волокон.
Свободная трубка против конструкции с плотным буфером
Следующим важным технологическим выбором является способ упаковки волокон внутри структуры кабеля. В свободная трубчатая конструкция группы по 6–12 волокон помещаются внутри небольших трубок из ПБТ или ПП с внутренним диаметром, равным 1,5–3 диаметра пучка волокон. Избыточная длина волокна (EFL) внутри трубки — обычно на 0,2–0,5 % больше длины волокна, чем длина трубки — позволяет волокнам сгибаться без напряжения, когда кабель расширяется или сжимается в зависимости от температуры. Свободные трубки, наполненные гелем, обеспечивают дополнительную блокировку влаги и водорода. Эта конструкция доминирует над наружными кабелями OSP (вне предприятия).
В плотная буферная конструкция Термопластичный материал — обычно нейлон 12 или ПВДФ — экструдируется непосредственно над каждым волокном с покрытием, доводя размер пакета волокон до 900 мкм. Эту операцию выполняет экструдер для проволоки и кабеля с прецизионной крейцкопфой, поддерживая концентричность буферного слоя с точностью до ±25 мкм. Волокна с плотным буфером легче заделывать, что делает эту конструкцию стандартом для внутренних распределительных кабелей и кабелей внутри помещений.
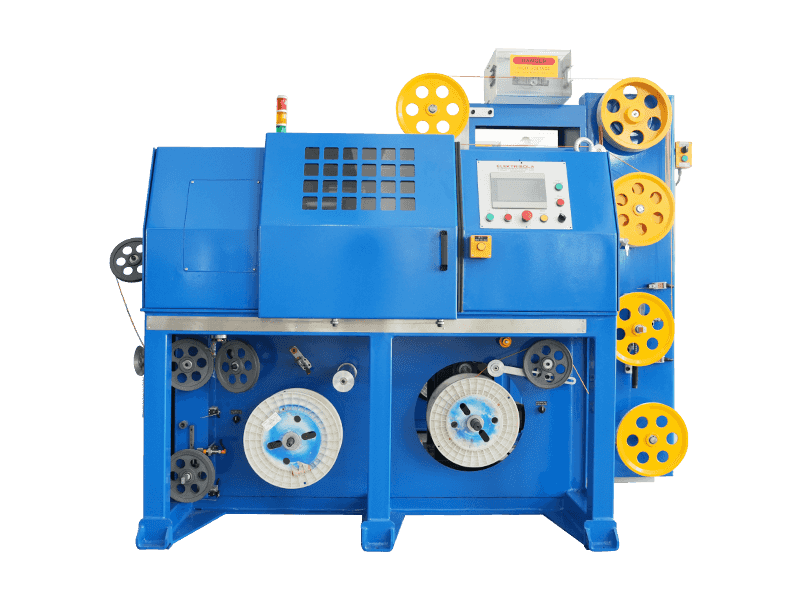
После подготовки отдельных волокон или свободных трубок их скручивают вместе вокруг центрального силового элемента с помощью планетарной скруточной машины или машины SZ. Скрутка SZ, при которой направление свивки периодически меняется на противоположное, предпочтительнее, поскольку обеспечивает доступ к середине пролета без разматывания всего кабеля.
| Особенность | Свободная трубка | Плотный буфер |
|---|---|---|
| Типичное применение | Открытый OSP, воздушный, прямое захоронение | Вdoor, riser, distribution |
| Диапазон количества волокон | До 3456 волокон | Обычно 2–144 волокна. |
| Диапазон температур | от –40°С до 70°С | От –20°C до 60°C (типично) |
| Защита от влаги | Отлично (гель или сухая водоблокирующая) | Умеренный (зависит от куртки) |
| Легкость завершения | Требуется очистка гелем. | Быстро, чисто |
| Буферное экструзионное оборудование | Трубчатый экструдер (большая матрица) | Прецизионный экструдер для проволоки и кабеля |
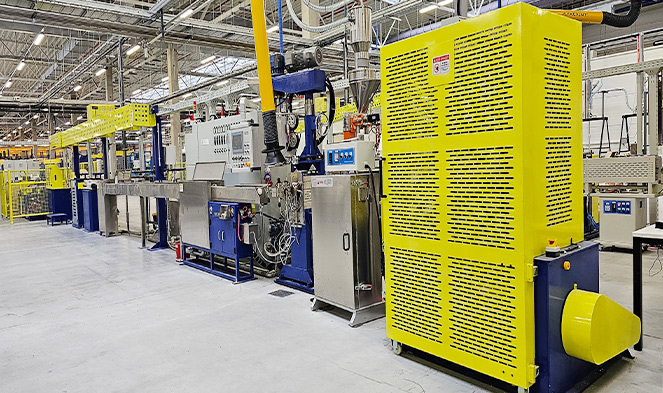
Этап четвертый: нанесение оболочки с помощью экструдера для проволоки и кабеля
Нанесение оболочки является заключительным этапом производства, на котором технология экструдирования проволоки и кабеля играет свою наиболее заметную роль. Многожильный кабельный сердечник с центральным силовым элементом, буферными трубками или волокнами с плотным буфером, водоблокирующей лентой или пряжей и любой броней проходит через экструзионную траверсу, где расплавленный термопластик равномерно наносится по всей окружности.
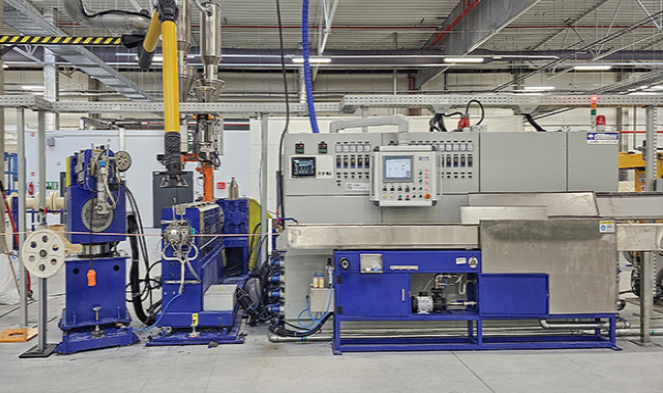
Как работает экструдер
Экструдер для изготовления оболочки оптоволокна представляет собой одношнековую или двухшнековую машину для пластикации. Шнек, вращающийся внутри нагретой бочки, плавит и гомогенизирует полимерные гранулы, подаваемые из бункера. Геометрия шнека, включая степень сжатия, длину зоны дозирования и соотношение L/D (обычно от 24:1 до 30:1 для кожухов), подбирается в соответствии с конкретным обрабатываемым полимером. Различные материалы оболочки требуют существенно разных условий обработки:
- HDPE (полиэтилен высокой плотности): Температура обработки 180–230°С; отличная устойчивость к влаге и ультрафиолету; Используется в воздушных кабелях и кабелях прямой прокладки.
- LSZH (Малодымный, безгалогенный): Температура обработки 170–210°С; обязателен в туннелях, центрах обработки данных и общественных зданиях; требует тщательной конструкции винта, поскольку компаунды LSZH часто более вязкие и термочувствительны, чем полиэтилен.
- ПВХ: Температура обработки 160–190°С; низкая стоимость, гибкий, огнестойкий; обычно используется для внутренних кабелей.
- Полиуретан (ТПУ): Температура обработки 190–220°С; выдающаяся стойкость к истиранию и гибкость при низких температурах; используется в промышленности и военном деле.
- Нейлон (PA12): Температура обработки 220–250°С; высокая химическая стойкость; используется там, где возможно воздействие топлива или масла.
Узел матрицы крейцкопфа на конце цилиндра экструдера размещает наконечник (или направляющую трубку в конфигурациях инструментов, работающих под давлением), через который проходит сердечник кабеля, окруженный площадками матрицы, через которые течет расплавленный полимер и формируется на кабеле. Толщина стенки оболочки контролируется балансом между скоростью линии и производительностью экструдера (в кг/час). , а современные линии используют измерение диаметра с обратной связью — лазерные датчики или рентгеновские толщиномеры — обратная связь с приводом экструдера и тянущим шпилем для поддержания характеристик в пределах ± 0,1 мм или меньше.
Охлаждение и тягач на гусеничном ходу
Сразу после крейцкопфа кабель в оболочке попадает в желоб с водой (обычно длиной 8–15 метров), где он подвергается закалке. Скорость охлаждения влияет на кристалличность полукристаллических полимеров, таких как ПЭВП, и напрямую влияет на механические свойства оболочки. При очень высоких скоростях линии (более 200 м/мин) принудительное распыление воды или охлаждающие желоба с вакуумом обеспечивают достаточный отвод тепла. Гусеничный тягач (тягач ленточного типа) аккуратно захватывает трос, поддерживая натяжение и скорость лески, не повреждая при этом чувствительную оптическую структуру внутри.
Двухслойная оболочка и бронированные кабели
Для многих наружных или бронированных кабелей требуется два прохода для проводов и кабельного экструдера. При первом проходе на многожильный сердечник наносится внутренняя оболочка (часто полиэтиленовая). Затем кабель проходит через элемент брони из гофрированной стальной ленты (CST) или блок алюминиевой брони с блокировкой, а затем попадает во второй экструдер, который накладывает внешнюю оболочку. Эта тандемная экструдерная линия может иметь общую длину 50–80 метров и способна производить готовый армированный оптоволоконный кабель со скоростью 30–80 м/мин.
Для подводных кабелей этот процесс еще более сложен: может быть добавлено до шести слоев проволочной брони (отдельные стальные проволоки, наносимые планетарными крутильными машинами), причем каждый слой проволоки требует своего собственного прохода экструзии подстилочного компаунда между ним и следующим слоем проволоки.
Критически важное оборудование на линии покрытия оптоволоконного кабеля
Полная линия по нанесению оболочки оптоволоконного кабеля объединяет множество машин, работающих в скоординированной последовательности. Понимание того, чем занимается каждый из них, помогает понять, почему экструдер для проволоки и кабеля, а также его периферийное оборудование так важны для качества кабеля.
- Платежная стойка: Удерживает катушку с сердечником кабеля и обеспечивает контролируемое натяжение сердечника — слишком сильное натяжение может привести к напряжению волокон внутри; слишком малое значение приводит к провисанию и изменению диаметра.
- Подогреватель: Высушивает и нагревает поверхность жилы кабеля перед тем, как она попадает в крейцкопф экструдера, улучшая адгезию между оболочкой и жилой кабеля.
- Одношнековый экструдер для проволоки и кабеля: Машина для обработки стержня с зонами цилиндра с индивидуальной регулировкой температуры в 5–7 секциях, редуктором, приводящим в движение шнек со скоростью 10–120 об/мин, и датчиком давления расплава на головке штампа для контроля процесса.
- Крестовина умирает: Стальной узел, обработанный с высокой точностью, выравнивает сердечник кабеля по потоку полимера. Концентричность матрицы (точность расположения оболочки по центру кабеля) напрямую определяет механические характеристики и электрические свойства.
- Лазерный измеритель диаметра: Бесконтактное измерение со скоростью 2000 сканирований в секунду, обнаружение изменений диаметра в реальном времени и отправка корректирующих сигналов для контроля скорости вытягивания.
- Поилка с температурными зонами: Точный контроль закалки для управления кристалличностью; часто две зоны: горячая зона для предотвращения образования раковин на поверхности, а затем холодная зона для быстрого затвердевания.
- Гусеничный отвод: Двух- или четырехременная конструкция с пневматическим контролем давления во избежание защемления; управляет общей скоростью линии и противодавлением экструдера.
- Искровой тестер (для медных гибридных кабелей): Подает высокое напряжение для обнаружения микроотверстий в оболочке; не требуется для полностью диэлектрических волоконных кабелей, но используется в армированных кабелях, оболочка которых должна быть электрически изолирующей.
- Приемник с поперечной намоткой: Наматывает готовый кабель на транспортировочные катушки или барабаны с точным контролем траверсы, чтобы предотвратить повреждение катушки или микроизгиб волокна из-за неравномерного давления намотки.
Среди всех этих компонентов экструдер для проволоки и кабеля является тем изделием, которое производители кабеля чаще всего выбирают и модернизируют, поскольку износ шнека и цилиндра напрямую ухудшает качество расплава, стабильность выходного сигнала и однородность оболочки с течением времени. Авторитетные производители экструдеров публикуют пределы износа шнеков, обычно допускающие уменьшение глубины канала не более чем на 5 % перед заменой, а многие производители кабелей планируют ремонт цилиндра/шнека каждые 3–5 лет в зависимости от абразивности материала.
Типы оптоволоконных кабелей и различные подходы к их производству
Не все оптоволоконные кабели изготавливаются одинаково. Среда конечного использования приводит к существенным различиям в том, какие этапы производства включены, какие материалы проходят через экструдер для проволоки и кабеля и насколько строго соблюдаются допуски.
Одномодовые и многомодовые оптоволоконные кабели
Одномодовое волокно (SMF) имеет диаметр сердцевины всего 8–10 мкм — примерно одну десятую ширины человеческого волоса — и оболочку 125 мкм. Производство SMF требует более строгого контроля концентричности сердечника к оболочке (обычно смещение ≤0,5 мкм) и округлости сердечника во время изготовления и волочения преформ. Многомодовое волокно (MMF) поставляется в категориях от OM1 до OM5 с диаметром сердцевины 50 или 62,5 мкм; градиентный профиль волокна OM3/OM4/OM5 требует очень точного контроля состава градиента легирующей примеси GeO₂ во время осаждения заготовки. Конструкция кабеля с волокнами обоих типов может быть идентичной; Ключевое отличие заключается в самом волокне.
Производство ленточного кабеля
Ленточный оптоволоконный кабель высокой плотности, широко используемый в межсоединениях центров обработки данных и центральных офисах, соединяет 4, 8 или 12 отдельных цветных волокон рядом друг с другом в плоской матрице с использованием ленточного матричного материала, отверждаемого УФ-излучением. Ленточная машина точно распределяет и натягивает каждое волокно, когда оно поступает в плоскую головку, где наносится матричный материал и отверждается УФ-излучением. Затем несколько лент складываются друг в друга и помещаются внутри кабельной конструкции с прорезями или центральной трубкой. Внешний диаметр 288-волоконного ленточного кабеля может составлять менее 12 мм. по сравнению с 18–22 мм для сопоставимой конструкции многожильных свободных трубок. На этапе нанесения оболочки для ленточных кабелей используется та же технология экструдирования проволоки и кабеля, что и для обычных кабелей, но сборка сердечника значительно более жесткая и требует более тщательного контроля натяжения на отводящем стенде.
Нечувствительные к изгибу оптоволоконные кабели (BIF)
Нечувствительное к изгибу волокно, стандартизированное как МСЭ-Т G.657, имеет траншейную или наноструктурированную конструкцию оболочки, которая значительно снижает потери на макроизгибах. Кабели, изготовленные с использованием BIF, особенно марок G.657.A2 и G.657.B3, выдерживают изгибы радиусом до 5 мм с дополнительными потерями менее 0,1 дБ на длине волны 1550 нм. Эти кабели часто используются в ответвительных кабелях FTTH (оптоволокно до дома), которые прокладываются через изгибы кабелепровода, вокруг дверных коробок и через узкие внутренние трассы. Изготовление преформы BIF усложняет задачу (дополнительные слои оболочки с разными показателями преломления), но последующий процесс изготовления кабеля, включая оболочку экструдера, по сути такой же, как и для стандартных кабелей SMF.
Тестирование качества на протяжении всего производственного процесса
Контроль качества при производстве оптоволоконных кабелей не является заключительным этапом — он встроен в каждый этап производства. Если пропустить или ослабить любую из этих проверок, кабели могут пройти первоначальные испытания, но преждевременно выйти из строя в полевых условиях, где затраты на ремонт затмевают первоначальную закупочную цену кабеля.
Тестирование на уровне волокна
Каждая катушка с волокном, выходящая из волочильной башни, проверяется на:
- Затухание: Измерено с помощью OTDR (оптического рефлектометра во временной области) на длинах волн 1310 и 1550 нм. Стандартный SMF должен составлять ≤0,35 дБ/км на длине волны 1310 нм и ≤0,20 дБ/км на длине волны 1550 нм согласно МСЭ-Т G.652.D.
- PMD (дисперсия мод поляризации): Критично для высокоскоростных систем когерентной передачи; указывается как расчетное значение линии связи (например, ≤0,20 пс/√км для G.652.D).
- Геометрия: Диаметр модового поля, диаметр оболочки, концентричность оболочки и некруглость оболочки — все измеряется автоматизированными системами видеоконтроля на вытяжной башне.
- Контрольное испытание: Минимальная растягивающая нагрузка 100 килограммов на квадратный дюйм, приложенная по всей длине барабана для исключения слабых участков.
Тестирование на уровне кабеля
После нанесения оболочки готовая кабельная катушка подвергается комплексному набору испытаний, определенных стандартом МЭК 60794-1 и соответствующими стандартами серии IEC 60794-x или эквивалентами ANSI/ICEA для рынка Северной Америки:
- Растягивающая нагрузка: Кабель натягивается до номинальной установочной нагрузки, а затем до расчетной нагрузки; увеличение затухания должно оставаться ниже 0,1 дБ во время нагрузки и возвращаться к исходному уровню после отпускания.
- Сопротивление раздавливанию: Плоская пластина оказывает номинальное раздавливающее усилие (например, 2200 Н/100 мм для типичных кабелей OSP); затухание контролируется в режиме реального времени с помощью запускаемого источника света и измерителя мощности.
- Испытание на изгиб: Кабель наматывается на оправку заданного диаметра; для стандартных кабелей OSP это значение в 20 раз превышает внешний диаметр кабеля.
- Циклическое изменение температуры: Кабельные барабаны испытываются при температуре от –40°C до 70°C (или в более широком диапазоне для специальных кабелей); затухание измеряется при экстремальных низких и высоких температурах.
- Проникновение воды: Секция кабеля длиной 1 метр подвергается воздействию гидравлического давления высотой 1 метр в течение 24 часов; вода не должна проникать за пределы концов испытательного участка.
- Толщина оболочки и наружный диаметр: Поперечные сечения концов кабеля измеряются под калиброванным оптическим микроскопом для проверки однородности стенки оболочки — прямого показателя контроля процесса экструдера.
Некоторые клиенты перед отправкой указывают 100% измерение OTDR каждого волокна в каждой катушке — практика, распространенная при закупках у операторов связи. Эта сквозная рефлектограмма также создает запись базовой линии, которую можно использовать спустя годы при диагностике неисправностей на местах.
Ключевые факторы, влияющие на производительность и долговечность оптоволоконного кабеля
Понимание того, что происходит внутри производственного процесса, объясняет, почему одни кабели превосходят другие в полевых условиях и почему правильная настройка экструдера — выбор материала, температурный профиль, конструкция шнека — неотделимы от долгосрочной надежности кабеля.
Водородное потемнение
Водород, образующийся в результате электролитической коррозии брони из стальной проволоки или в результате разрушения гелевых соединений и полимерных покрытий, может диффундировать в стекловолокно и вступать в реакцию с дефектами кристаллической решетки кремнезема, образуя связи Si-OH (силанол), которые поглощают инфракрасный свет — явление, называемое водородным потемнением. Основной защитой производства является строгое исключение воды из всех гелевых и полимерных систем (именно поэтому водоблокированные тюбики и качественные гелевые составы рекомендуются при содержании воды менее 10 частей на миллион), а также использование углеродных или герметичных покрытий на самом волокне в самых сложных условиях. Экструдер для проволоки и кабеля может способствовать или снизить этот риск: правильно высушенные полимерные гранулы и хорошо контролируемая температура плавления сводят к минимуму унос влаги в структуру оболочки.
Микроизгиб и макроизгиб
Микроизгибом называют микроскопические боковые деформации волокна, вызванные неравномерным радиальным давлением со стороны стенок буферной трубки, краев оберточной ленты или неровных поверхностей оболочки. Даже деформации в нанометровом диапазоне заметно увеличивают затухание на длине волны 1550 нм. Экструдер для проволоки и кабеля, создающий оболочку с рябью на поверхности (дефект разрушения расплава, распространенный, когда температура плавления слишком низкая или скорость вытяжки слишком высока по сравнению с выходной мощностью экструдера) может создавать структурные боковые силы на жиле кабеля и вызывать потери на микроизгибах, которые не проявляются в безопасных лабораторных испытаниях, но проявляются при термическом сжатии в полевых условиях. Макробидинг — наматывание кабеля на слишком малый радиус — является проблемой при установке, но кабели с меньшей жесткостью при изгибе (более тонкие стенки оболочки, меньшее количество силовых элементов) более уязвимы, что делает конструкцию оболочки еще одной точкой пересечения между материалами, наносимыми экструдером, и оптическими характеристиками.
УФ-разрушение материалов наружных курток
Воздушные оптоволоконные кабели должны выдерживать десятилетия воздействия ультрафиолета без растрескивания оболочки или охрупчивания. Углеродная сажа в концентрации 2–3% по весу в полиэтилене высокой плотности обеспечивает эффективную защиту от ультрафиолета и является отраслевым стандартом для кабелей прямой прокладки и воздушных кабелей. В кабелях, предназначенных для использования внутри помещений, могут использоваться другие пакеты стабилизаторов, но состав обычно поставляется в виде предварительно приготовленных гранул производителю кабеля, который подает его непосредственно в экструдер для проволоки и кабеля. Условия обработки в экструдере должны быть совместимы с системой стабилизатора — чрезмерный сдвиг шнека или температура цилиндра могут привести к разрушению антиоксидантов, которые необходимы для долгосрочной термостабильности, даже в кабелях, которые никогда не подвергаются воздействию солнечного света.

Запуск линии по производству оптоволоконного кабеля: практические соображения
Для производителя, желающего заняться производством оптоволоконных кабелей или перейти от медного кабеля к оптоволоконным, необходимые инвестиции в оборудование и знания технологических процессов значительны, но четко определены. Вытяжная башня и оборудование для производства преформ представляют собой самые высокие барьеры для входа (и, как правило, не оправданы, если не производить волокно в масштабах в несколько миллионов километров в год). Большинство производителей кабелей приобретают волокно у признанных производителей волокна — Corning, Prysmian, Fujikura, Sumitomo, YOFC — и направляют свои капиталы на проектирование кабелей и оборудование для линий оболочки.
Выбор экструдера для проводов и кабелей для оболочки оптоволокна
Наиболее важным решением по выбору оборудования для линии оболочки оптоволоконного кабеля является выбор проволоки и экструдера для кабеля. Ключевые параметры для оценки включают в себя:
- Диаметр винта: Для оптоволоконных оболочек типичными являются винты диаметром от 45 до 90 мм. Винты меньшего размера (45–60 мм) обеспечивают лучшую стабильность выходной мощности и отклик материала при более низкой пропускной способности, необходимой для кабелей малого диаметра; Винты большего размера подходят для высокопроизводительной оболочки кабелей OSP большого количества.
- Соотношение L/D: Для материалов оболочки оптоволокна рекомендуется соотношение минимум 24:1. Соединения LSZH особенно выигрывают от соотношения L/D 28:1 или 30:1, что обеспечивает более длинные зоны плавления и смешивания.
- Система привода: Сервоприводы переменного тока или приводы с векторным управлением обеспечивают стабильность скорости (±0,1%), необходимую для поддержания однородности стенки кожуха при переменных скоростях линии. Приводы постоянного тока постепенно выводятся из эксплуатации в новых установках.
- Зоны контроля температуры: Минимум 5 независимо управляемых зон ствола плюс зона траверсы. ПИД-регуляторы со стабильностью выше ±1°C являются стандартными для современных систем кабельных экструдеров.
- Вstrumentation: Датчик давления расплава на головке штампа, датчик температуры плавления на кончике винта и оптический или рентгеновский датчик диаметра на выходе — все это поступает в ПЛК управления линией с регистрацией данных для отслеживания производства.
- Обработка материалов: Гравиметрический или объемный блок смешивания и дозирования для добавления маточной смеси перед бункером экструдера с осушителем-поглотителем для чувствительных к влаге материалов, таких как нейлон и ТПУ.
Хорошо спроектированная линия по производству оболочки оптоволокна, построенная на базе подходящего экструдера для проволоки и кабеля, может окупить капитальные затраты в течение 18–36 месяцев. на рынках с высоким спросом на развертывание оптоволокна при условии, что рецепты процессов, обучение операторов и системы качества будут созданы до начала производства.
Разница между требованиями к экструдеру для оптоволоконного и медного кабеля
Производители, уже эксплуатирующие линии экструдирования медных проводов и кабелей, часто задаются вопросом, можно ли использовать одно и то же оборудование для оболочки оптоволокна. Ответ: иногда с модификациями. Волоконно-оптические кабели требуют гораздо более точного контроля натяжения на отводе (чтобы избежать нагрузки на волокна внутри), а выравнивание крейцкопфа является более важным, поскольку не существует электрических испытаний (таких как целостность или емкость), которые фиксируют несоосность кристалла — изменение стенки оболочки проявляется только при механических испытаниях или сбоях после установки. Кроме того, если существующий экструдер использовался для переработки ПВХ, его необходимо тщательно продуть перед использованием компаундов LSZH или PE, чтобы предотвратить загрязнение. Специализированные экструдерные линии для изготовления оболочек оптоволокна, которые не используются совместно с производством медных кабелей, настоятельно предпочтительнее в операциях, ориентированных на качество.
Стандарты оптоволоконных кабелей и требования соответствия
Оптоволоконные кабели, продаваемые на рынках телекоммуникаций, центров обработки данных, промышленности и военной промышленности, должны соответствовать сложной сети международных и региональных стандартов. Соблюдение требований не является обязательным — крупные сетевые операторы и закупочные организации требуют перед размещением заказов отчетов об испытаниях, подтверждающих типовое одобрение, сторонних организаций, а некоторые стандарты (например, характеристики пламени LSZH в общественных зданиях ЕС) являются обязательными по закону.
| Стандартный | Область применения | Регион |
|---|---|---|
| ITU-T G.652 | Стандартный SMF characteristics | Глобальный |
| ITU-T G.657 | Нечувствительный к изгибу SMF для FTTH | Глобальный |
| IEC 60794-1 | Методы испытаний оптоволоконных кабелей | Глобальный / EU |
| МЭК 60794-3 | Наружные оптоволоконные кабели | Глобальный / EU |
| АНСИ/ICEA S-87-640 | Оптоволоконный внешний кабель установки | Северная Америка |
| ТИА-568.3-Д | Стандарт компонентов оптоволоконных кабелей | Северная Америка |
| ЭН 50399/МЭК 60332 | Распространение пламени и дым для кабелей | ЕС (КНР) |
| MIL-PRF-85045 | Волоконно-оптический кабель военного назначения. | США (Оборона) |
Регламент ЕС по строительной продукции (CPR) заслуживает особого упоминания, поскольку он напрямую регулирует выбор материала оболочки и, следовательно, требования к процессу экструдирования кабелей, прокладываемых в европейских зданиях. В соответствии с CPR кабели должны классифицироваться от Eca (минимальная производительность) до B2ca, B1ca и Aca (самая высокая производительность). Для достижения классификации B1ca или Aca требуются соединения LSZH с чрезвычайно низким выделением тепла и дымообразованием — соединения, которые предъявляют высокие требования к экструдеру для проволоки и кабеля с точки зрения однородности температуры расплава, контроля времени пребывания и стабильности давления в головке.