E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Как изготавливается оптоволоконный кабель: объяснение основного процесса
- 2 Начинаем с преформы: основа любого оптического волокна
- 3 Башня для вытягивания волокна: вытягивание стекла в пряди микронной толщины
- 4 Вторичное покрытие и окраска: подготовка волокон к прокладке кабелей
- 5 Скрутка кабеля: объединение волокон в структурированную сборку
- 6 Роль экструдера для проволоки и кабеля в производстве оболочек
- 7 Прочные элементы и барьеры от влаги: что скрепляет кабель
- 8 Типы оптического волокна: одномодовый и многомодовый
- 9 Тестирование качества на протяжении всего производственного процесса
- 10 Специальные оптоволоконные кабели: ADSS, подводные лодки и микроканалы.
- 11 От заводского барабана к установленной сети: последние шаги
- 12 Часто задаваемые вопросы
- 12.1 Из какого сырья изготавливается оптоволоконный кабель?
- 12.2 Насколько тоньше оптическое волокно по сравнению с человеческим волосом?
- 12.3 Что делает экструдер для проволоки и кабеля при производстве оптоволоконного кабеля?
- 12.4 Сколько времени занимает производство оптоволоконного кабеля?
- 12.5 Можно ли сделать оптоволоконный кабель из пластика вместо стекла?
- 12.6 Что такое LSZH и почему это важно для оптоволоконных кабелей?
Как изготавливается оптоволоконный кабель: объяснение основного процесса
Волоконно-оптический кабель изготавливается путем вытягивания сверхчистого стекла или пластика в тонкие пряди, называемые оптическими волокнами, покрытия их защитными слоями, а затем связывания и оболочки в готовый кабельный узел. Весь процесс — от необработанного диоксида кремния до развертываемого кабеля — требует высочайшей точности, контролируемой среды и специализированного экструзионного оборудования. В основе операций по вторичному покрытию и прокладке кабелей лежит экструдер для проволоки и кабеля , машину, которая наносит полимерные оболочки и буферные покрытия вокруг хрупких оптических волокон на высокой скорости и с точностью до микрона.
Производственный процесс можно разбить на два основных этапа: вытяжка волокна (производство необработанного оптического волокна) и изготовление кабеля (сборка волокон в прочный, пригодный для развертывания продукт). Обе фазы требуют строго контролируемых материалов, температур и механических допусков. Даже незначительные изменения загрязнения или напряжения могут поставить под угрозу потери сигнала, выраженные в децибелах на километр (дБ/км), которые должны соответствовать строгим стандартам, таким как ITU-T G.652 для одномодового волокна.
Начинаем с преформы: основа любого оптического волокна
Производственный процесс начинается задолго до того, как в дело вступит какое-либо экструзионное оборудование. Первым шагом является создание преформа — цилиндр из цельного стекла, обычно длиной от 1 до 2 метров и диаметром от 80 до 200 мм, который точно отражает профиль показателя преломления готового волокна в гораздо большем масштабе.
Модифицированное химическое осаждение из паровой фазы (MCVD)
Одним из наиболее широко используемых методов изготовления преформ является модифицированное химическое осаждение из паровой фазы (MCVD), разработанное в Bell Labs. В этом процессе вращающаяся кварцевая трубка нагревается снаружи кислородно-водородной горелкой примерно до 1600°C. Газообразные предшественники — обычно тетрахлорид кремния (SiCl₄) и тетрахлорид германия (GeCl₄) — проходят через трубку и вступают в реакцию с образованием слоев стеклянной сажи на внутренней стенке. Легирование германием повышает показатель преломления сердечника относительно оболочки, что обеспечивает направление света за счет полного внутреннего отражения.
Наружное паровое осаждение (OVD) и VAD
Североамериканские производители часто отдают предпочтение внешнему осаждению из паровой фазы (OVD), при котором сажа осаждается на внешней стороне вращающейся оправки. Японские производители впервые применили метод осевого осаждения из паровой фазы (VAD), который обеспечивает непрерывное производство преформ и хорошо подходит для крупномасштабного производства. Каждый метод позволяет получить пористую заготовку из сажи, которую необходимо консолидировать в печи для спекания при температуре около 1500°C, где она сжимается в плотный стеклянный цилиндр без пузырьков, готовый к вытяжке.
Одна преформа может давать от От 2500 до более 5000 километров готового оптического волокна в зависимости от размера заготовки и диаметра целевого волокна 125 микрометров.
Башня для вытягивания волокна: вытягивание стекла в пряди микронной толщины
Когда преформа готова, ее загружают в башню волочения волокна — вертикальную печную систему, способную выдержать Высота от 20 до 30 метров . Кончик заготовки нагревается примерно до 2000°C в печи сопротивления с графитом или диоксидом циркония, в результате чего он размягчается и образует расплавленную область «шеей вниз». Гравитация и моторизованный шпиль внизу стягивают смягчающее стекло в непрерывную нить со скоростью вытягивания От 10 до 25 метров в секунду в современных высокопроизводительных системах.
Линейный лазерный микрометр непрерывно измеряет диаметр волокна в режиме реального времени. Контуры обратной связи регулируют скорость рисования в течение миллисекунд, чтобы поддерживать целевой внешний диаметр 125 ± 1 микрометр . Любое отклонение за пределы этого допуска (что примерно равно ширине одного человеческого волоса) может привести к отражению сигнала на соединениях и разъемах, что приведет к снижению производительности сети.
Нанесение первичного покрытия
Сразу после выхода волокна из зоны печи и до того, как оно сможет коснуться какой-либо поверхности, оно проходит через устройство для нанесения первичного покрытия. Последовательно наносятся два слоя акрилата, отверждаемого УФ-излучением: мягкое внутреннее первичное покрытие (низкий модуль, ~0,5 МПа), которое защищает волокно от микроизгиба, и более твердое внешнее первичное покрытие (высокомодульное, ~500–900 МПа), обеспечивающее механическую защиту. Покрытие увеличивает внешний диаметр со 125 мкм примерно до 245–250 мкм . Оба слоя почти мгновенно отверждаются под воздействием УФ-ламп, а затем волокно с покрытием наматывается на приемный барабан.
Предел прочности свежевытянутого чистого кварцевого волокна может достигать 800 000 фунтов на квадратный дюйм (5,5 ГПа) — намного прочнее стали по весу, — но дефекты поверхности, возникающие в результате загрязнения или физического контакта, быстро ухудшают ее. Вот почему весь процесс нанесения рисунка и нанесения покрытия происходит в чистых помещениях, обычно класса 1000 (ISO 6) или выше.
Вторичное покрытие и окраска: подготовка волокон к прокладке кабелей
После вытяжки волокно с покрытием толщиной 250 мкм проходит дополнительную обработку, прежде чем его можно будет встроить в кабель. На этом этапе вторичной обработки экструдер для проволоки и кабеля становится центральным элементом оборудования.
Жесткая буферизация
В конструкциях с плотным буфером — обычно используемых в кабелях для внутреннего использования, пленумных кабелях и стояковых кабелях — термопластичный вторичный буфер экструдируется непосредственно над волокном с первичным покрытием, в результате чего внешний диаметр становится равным 900 мкм . Экструзия выполняется на компактном экструдере для проволоки и кабеля с крейцкопфом, размер которого точно подобран таким образом, чтобы поддерживать концентричность между волокном и буферным слоем. Обычно используемые материалы включают ПВХ, ПВДФ (кинар) или нейлон, в зависимости от требуемого класса огнестойкости и дымности.
Конструкция из свободных трубок
Для наружных и магистральных кабелей преобладает конструкция со свободной трубкой. Экструдер для проволоки и кабеля формирует небольшую пластиковую трубку — обычно из полипропилена или полибутилентерефталата (ПБТ) — вокруг группы от 2 до 24 волокон. Трубка немного больше пучка волокон, пространство заполнено водоблокирующим гелем (тиксотропным нефтяным компаундом или сухими водоблокирующими лентами). Свободная трубка позволяет волокнам свободно перемещаться внутри, изолируя их от внешних механических напряжений.
Окраска волокна
Чтобы обеспечить идентификацию отдельных волокон в кабеле, каждое волокно имеет цветовую маркировку в соответствии со стандартами TIA-598 или IEC 60304. В процессе окраски на основной слой толщиной 250 мкм наносятся тонкие УФ-отверждаемые чернила (обычно толщиной менее 5 мкм). Специальный аппликатор чернил или комбинированная линия окраски и перемотки выполняют этот этап со скоростью, соответствующей исходной скорости рисования. 12 стандартных цветов чередуются последовательно: синий, оранжевый, зеленый, коричневый, сланцевый, белый, красный, черный, желтый, фиолетовый, розовый и голубой.
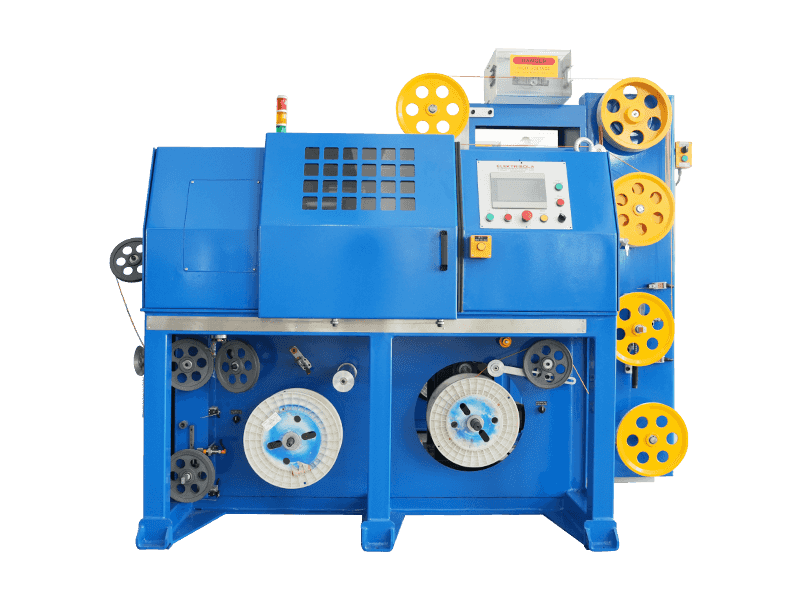
Скрутка кабеля: объединение волокон в структурированную сборку
Отдельные буферные волокна или свободные трубки собираются в многоволоконный кабель на крутильной машине. На этом этапе определяется общее количество волокон, механические характеристики и физическая конфигурация готового кабеля.
В конструкциях со свободными трубками несколько трубок, каждая из которых содержит от 2 до 24 волокон, скручены по спирали или SZ (обратно-колебательной) схеме вокруг центрального силового элемента, чаще всего стержня из армированного стекловолокном пластика (GRP) или пучка арамидных нитей. Скрутка SZ позволяет получить доступ к каждой трубке независимо, не разматывая весь кабель, что является большим преимуществом при сращивании на месте.
Ленточный кабель, еще одна распространенная архитектура, использует плоский массив из 4, 6, 8 или 12 волокон, соединенных рядом матричным материалом, а затем укладывает несколько лент в центральную трубку или сердечник с пазами. Ленточные кабели могут вмещать более 6000 волокон в единой кабельной оболочке, что делает их высокоэффективными для развертывания в центральных офисах высокой плотности и магистральных кабелей центров обработки данных.
| Тип конструкции | Волоконный буфер | Диапазон количества волокон | Типичное применение |
|---|---|---|---|
| Плотная буферизация | 900 мкм over 250 µm | 2–144 | Крытый, помещения, пленум |
| Свободная трубка | Заполненная гелем трубка из ПБТ | 2–864 | За пределами завода, дальние перевозки |
| Лента | Матричные массивы | 72–6912 | Дата-центр, центральный офис |
| Центральная трубка (Unitube) | Одинарная трубка с гелевым наполнением | 2–24 | Сети доступа, капли FTTH |

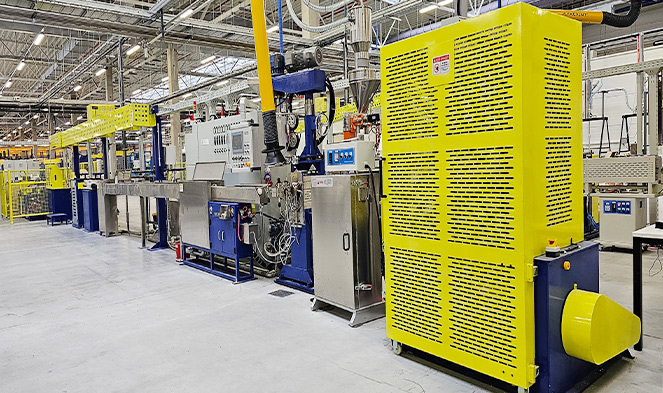
Роль экструдера для проволоки и кабеля в производстве оболочек
После скрутки жила кабеля получает внешнюю оболочку — последний защитный слой, определяющий экологическую пригодность кабеля. Это наиболее заметное применение экструдер для проволоки и кабеля в линии по производству оптоволокна, и это напрямую влияет на огнестойкость, устойчивость к ультрафиолетовому излучению, прочность на раздавливание и производительность установки.
Экструдер для проволоки и кабеля, предназначенный для этой цели, состоит из цилиндра и шнекового механизма, который плавит термопластичный компаунд и пропускает его через крейцкопфную головку при контролируемом давлении и температуре. Для волоконно-оптических оболочек экструдер должен работать с особенно точным контролем, поскольку оптические волокна внутри не выдерживают чрезмерного натяжения или термического удара во время прохода оболочки.
Ключевые параметры экструдера для изготовления волоконно-оптической оболочки
- Конструкция винта: Одношнековые экструдеры с соотношением L/D от 20:1 до 30:1 являются стандартными для компаундов с оболочками. Барьерные шнеки улучшают однородность расплава, уменьшая дефекты поверхности готовой оболочки.
- Температура плавления: Зависит от материала — обычно 170–200 °C для ПВХ, 230–260 °C для полиэтилена высокой плотности и 280–310 °C для компаундов LSZH (с низким содержанием дыма и без галогенов).
- Скорость линии: Современные системы экструдирования проводов и кабелей, предназначенные для оболочек оптоволокна, могут работать при до 150–200 м/мин для кабелей меньшего диаметра.
- Натяжение тяги гусеницы: Должен быть тщательно откалиброван. Чрезмерное натяжение растягивает оптические волокна и приводит к необратимой потере сигнала.
- Длина охлаждающего желоба: Курткам из ПЭВП и LSZH требуются более длинные пути охлаждения — иногда от 6 до 12 метров — чтобы предотвратить усадку поверхности и сохранить округлость рубашки.
Компаунды LSZH, требуемые стандартами IEC 60332-1 и EN 50200 для использования в общественных зданиях и транспортной инфраструктуре, сложнее экструдировать, чем ПВХ, из-за более высокого содержания в них наполнителей (обычно тригидрата алюминия или гидроксида магния в качестве антипиренов). Экструдер для проволоки и кабеля, работающий с LSZH, должен создавать достаточный сдвиг для равномерного диспергирования этих минеральных наполнителей без разрушения полимерной матрицы. Некоторые производители используют двухшнековый экструдер для смешивания смеси перед крейцкопфом, чтобы обеспечить консистенцию смеси.
Бронирование перед финальной оболочкой
Многие кабели для наружной прокладки и прямой прокладки содержат слой металлической или диэлектрической брони между внутренней и внешней оболочкой. Броня из гофрированной стальной ленты (CST) обеспечивает устойчивость к грызунам и защиту от раздавливания, а арамидная пряжа или стекловолокно обеспечивают такую же защиту в полностью диэлектрических конструкциях. Если броня присутствует, кабель после брони проходит через вторую головку экструдера для оболочки, что делает экструдер для проволоки и кабеля еще более повторяющимся элементом на производственной линии.
Прочные элементы и барьеры от влаги: что скрепляет кабель
Оптические волокна сами по себе не несут растягивающей нагрузки — стекло просто невозможно растянуть без разрушения. Все напряжения при монтаже должны восприниматься специальными силовыми элементами, встроенными в конструкцию кабеля.
- Арамидная пряжа (Кевлар): Самый распространенный силовой элемент внутренних и распределительных кабелей. Типичные значения нагрузки на растяжение варьируются от 100 Н для небольших двухволоконных ответвительных кабелей до более 2700 Н для магистральных кабелей внутри помещений. Арамидная нить помещается в промежутки между жилой кабеля и внешней оболочкой.
- Стержень из стеклопластика (GRP): Используется в качестве центрального силового элемента в наружных кабелях со свободной трубкой. Стержень из стеклопластика толщиной 5 мм обеспечивает значительную прочность на растяжение и защиту от изгиба, сохраняя при этом кабель непроводящим и молниезащитным.
- Стальная проволока или стальная лента: Используется в воздушных самонесущих кабелях (кабели ADSS не используют сталь) или в подвесных конструкциях с креплением. Некоторые кабели для прямой прокладки сочетают стальную броню с водоблокирующими лентами для двойной защиты.
- Водоблокирующие элементы: Заполненные гелем промежутки, набухающие ленты или сухая водоблокирующая пряжа предотвращают продольную миграцию воды, которая со временем может вызвать гидроксильное загрязнение стекла, увеличивая затухание на пике воды 1383 нм — известная проблема в волокнах с ранним ненулевым пиком воды (NZWP).
Типы оптического волокна: одномодовый и многомодовый
Профиль показателя преломления, встроенный в заготовку, определяет, будет ли полученное волокно одномодовым или многомодовым — это различие имеет глубокие последствия для применения, стоимости и производительности кабеля.
| Параметр | Одномодовый (OS2) | Многомодовый OM3 | Многомодовый OM5 |
|---|---|---|---|
| Диаметр сердечника | 9 мкм | 50 мкм | 50 мкм |
| Типичное затухание | ≤0,2 дБ/км при 1550 нм | ≤3,0 дБ/км при 850 нм | ≤3,0 дБ/км при 850 нм |
| Максимальный радиус действия (100G) | >80 км с усилением | 100 м | 150 м (SWDM4) |
| Источник света | Лазер (DFB/внешний резонатор) | ВКСЭЛ (850 нм) | VCSEL (850–950 нм) |
| Основное использование | Телекоммуникации, междугородная связь, FTTH | Корпоративная локальная сеть, центр обработки данных | Центр обработки данных ближнего радиуса действия SWDM |
Одномодовое волокно имеет Сердечник 9 мкм , что позволяет распространять только одну моду, полностью устраняя модовую дисперсию и обеспечивая передачу на расстояние от десятков до сотен километров. Многомодовое волокно с диаметром сердцевины 50 или 62,5 мкм допускает работу сотен мод, его легче терминировать и подключать, однако модовая дисперсия ограничивает полосу пропускания на расстоянии. Градуированный профиль современных волокон OM3/OM4/OM5, в котором показатель преломления параболически уменьшается от центра к краю, значительно компенсирует модовую дисперсию, обеспечивая передачу от 10G до 400G на более короткие расстояния предприятия.
Тестирование качества на протяжении всего производственного процесса
Производство оптоволоконных кабелей регулируется множеством международных и отечественных стандартов. Проверка качества не является заключительной стадией — она интегрирована на каждом этапе производства.
Тесты на уровне волокна (после прорисовки)
- Затухание: Измерено с помощью OTDR (оптического рефлектометра во временной области) или методом сокращения при 1310, 1383, 1550 и 1625 нм для одномодового режима; при 850 и 1300 нм для многомодовых.
- Контрольное испытание: Каждая катушка с волокном подвергается испытанию на растяжение — обычно на удлинение от 0,5% до 1% — для выявления любых волокон с поверхностными дефектами. Волокна, которые не справились с испытанием, ломаются и сращиваются.
- Длина волны отсечки: Определяет самую короткую длину волны, на которой волокно работает в истинно одномодовом режиме. Для соответствия OS2 длина волны должна быть ниже 1260 нм.
- Диаметр модового поля (МФД): Влияет на потери на стыке и эффективность соединения разъемов. ITU-T G.652 определяет 9,2 ± 0,4 мкм при длине волны 1310 нм.
- Хроматическая дисперсия и ПМД: Критично для высокоскоростной передачи; оба должны соответствовать значениям, предписанным соответствующим стандартом волокна ITU или IEC.
Испытания на уровне кабеля (после нанесения оболочки)
- Сопротивление раздавливанию: Согласно IEC 60794-1-2, метод E1; к поперечному сечению кабеля прикладывают плоскую силу, чтобы убедиться, что оболочка и структура защищают волокна без изменения затухания.
- Испытание на удар: Утяжеленный молоток используется для имитации случайных механических ударов во время установки.
- Циклическое изменение температуры: Кабели подвергаются циклическому воздействию температуры от −40°C до 70 °C (или выше для суровых условий), при этом контролируется оптическое затухание. Изменения должны оставаться в определенных пределах на протяжении всего цикла.
- Погружение и проникновение воды: Подтверждает эффективность гелевого наполнения или блокировки сухой воды в соответствии с IEC 60794-1-2, метод F5.
- Искровой тест куртки: Высоковольтный искровой тестер проходит вдоль оболочки кабеля для обнаружения точечных отверстий или тонких пятен, появившихся во время экструзии — этап контроля качества, применяемый непосредственно на линии экструдера проволоки и кабеля.
Специальные оптоволоконные кабели: ADSS, подводные лодки и микроканалы.
Помимо стандартных конструкций со свободными трубками и плотными буферами, некоторые специальные конструкции кабелей требуют адаптированных производственных подходов и особых конфигураций экструдеров.
Кабели ADSS (цельнодиэлектрические самонесущие)
Кабели ADSS предназначены для крепления к опорам линий электропередачи без проводов. Они должны выдерживать ветровые, ледовые нагрузки и иметь пролеты длиной до 700 метров без провисания. Внешняя оболочка изготовлена из трекоустойчивого AT-соединения, которое устойчиво к деградации под воздействием высоковольтных электрических полей, вызванных близостью к проводникам, находящимся под напряжением. Экструдер для проволоки и кабеля, используемый для оболочки ADSS, должен работать с этими специальными АТ-соединениями, реологические свойства которых отличаются от реологического поведения стандартного ПЭВП, что требует корректировки температурных профилей шнеков и настроек давления.
Подводный оптоволоконный кабель
Подводные кабели должны выдерживать глубину, превышающую 8000 метров на трансокеанских маршрутах — давления выше 80 МПа. Волоконный блок помещен в медную трубку, герметично запаянную сваркой, чтобы предотвратить попадание водорода, из-за которого затухание волокна увеличивается с течением десятилетий. Слои высокопрочной стальной проволоки и полиэтиленовых оболочек наносятся за несколько проходов, каждый из которых требует отдельной стадии экструдера для нанесения оболочки. Производство одного сегмента трансокеанского кабеля может включать более дюжины последовательных проходов экструзии.
Микроканальные и волоконно-оптические кабели
Кабели с выдувным волокном предназначены для прокладки сжатым воздухом через предварительно установленные микроканалы, обычно От 5 до 10 мм в диаметре . Внешняя поверхность кабеля должна иметь очень низкий коэффициент трения — часто достигаемый путем совместной экструзии скользкого внешнего слоя из нейлона или ПЭВП с мелкой текстурой поверхности на экструдере для проволоки и кабеля — чтобы обеспечить возможность установки с помощью воздуха на расстояния 1 км или более за один удар. Такой подход радикально снижает затраты на развертывание FTTH.
От заводского барабана к установленной сети: последние шаги
После нанесения оболочки и испытаний готовый оптоволоконный кабель наматывается на деревянные или пластиковые барабаны стандартной транспортировочной длины. Обычная длина катушек для наружных кабелей со свободной трубкой составляет 2 км, 4 км и 6 км . На каждом барабане указан тип кабеля, количество волокон, тип волокна (OS2, OM4 и т. д.), длина барабана, а также дата и смена производства — все это можно проследить по отдельной партии вытяжной башни и партии преформ.
Заводские приемочные испытания (FAT) на этом этапе включают OTDR-тестирование каждого волокна на каждом барабане для получения полной кривой затухания. Эта трассировка архивируется и поставляется вместе с кабелем, чтобы служить эталоном, с которым можно сравнивать результаты измерений рефлектометров на месте после установки, что упрощает выявление любых повреждений, возникших во время протаскивания или рытья траншей.
Коннекторизация — прикрепление к концам волокна отполированных на заводе разъемов — опционально выполняется на кабельном заводе или на месте установки. Разъемы с заводской полировкой обеспечивают вносимые потери ниже 0,2 дБ с обратными потерями более 50 дБ для отделки APC (угловой физический контакт), производительность, которую трудно воспроизвести последовательно в полевых условиях.

Часто задаваемые вопросы
Из какого сырья изготавливается оптоволоконный кабель?
Само оптическое волокно изготовлено из сверхчистого кварцевого стекла (диоксид кремния, SiO₂) с добавками, такими как диоксид германия, которые используются для регулировки показателя преломления. Защитные покрытия, буферные трубки и оболочка изготовлены из различных термопластов, таких как акрилат, ПБТ, ПВХ, ПЭВП, ПВДФ или соединения LSZH, обработанные с помощью экструзионного оборудования.
Насколько тоньше оптическое волокно по сравнению с человеческим волосом?
Одиночное оптическое волокно после вытяжки имеет внешний диаметр 125 микрометров (0,125 мм) , что примерно соответствует диаметру среднего человеческого волоса. Сама стеклянная сердцевина — часть, передающая свет, — имеет ширину всего 9 мкм в одномодовом волокне, что составляет примерно одну десятую ширины волоса.
Что делает экструдер для проволоки и кабеля при производстве оптоволоконного кабеля?
Экструдер для проволоки и кабеля плавит термопластичный компаунд и наносит его в виде непрерывного слоя точного размера на сердцевину оптического волокна или кабеля. В производстве оптоволокна экструдеры используются на нескольких этапах: формирование плотного буферного покрытия вокруг отдельных волокон, производство свободных буферных трубок, содержащих группы волокон, и нанесение внешней оболочки кабеля. Экструдер должен работать с жестким контролем температуры и скорости, чтобы не повредить хрупкие оптические волокна внутри.
Сколько времени занимает производство оптоволоконного кабеля?
Изготовление преформы занимает от нескольких дней до недели на каждую партию. Вытяжка волокна со скоростью 15–25 м/с означает, что на одну катушку волокна длиной 5000 км требуется примерно 60–90 часов непрерывной работы вытяжки. Вторичная обработка, скрутка и нанесение оболочки добавляют дополнительные дни. Общее время цикла от сырья до готового барабана обычно составляет две-четыре недели для стандартного наружного кабеля со свободной трубкой.
Можно ли сделать оптоволоконный кабель из пластика вместо стекла?
Да. Пластиковое оптическое волокно (POF) использует ПММА (полиметилметакрилат) или фторированный полимер в качестве материала сердцевины и оболочки. POF имеет гораздо большую сердцевину (до 1 мм) и гораздо более высокое затухание (около 150–200 дБ/км при 650 нм) по сравнению с кварцевым волокном, поэтому оно ограничено короткими участками длиной менее 50 метров — обычно автомобильные сети, домашние аудио/видео системы и промышленные сенсорные линии, где простота терминирования перевешивает необходимость низкого затухания.
Что такое LSZH и почему это важно для оптоволоконных кабелей?
LSZH означает Low Smoke Zero Halogen. Он описывает материалы курток, которые при воздействии огня выделяют минимальное количество дыма и не содержат галогеновых газов (например, хлора из ПВХ). Это важно в закрытых помещениях, таких как транзитные туннели, больницы и офисные здания, где токсичный дым от горящих кабелей представляет серьезную опасность для эвакуации. Оболочки LSZH наносятся с помощью экструдера для проволоки и кабеля, настроенного для работы с соединениями с более высокой вязкостью и наполнителем, а кабели должны пройти серию испытаний IEC 60332-3, IEC 61034 и IEC 60754.