E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Что такое экструзионный станок при производстве проволоки и кабеля
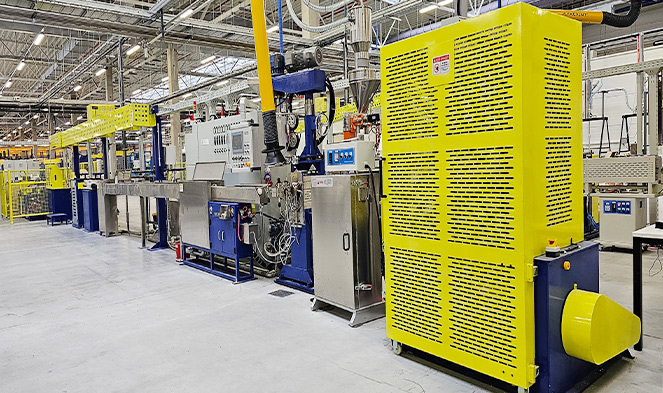
Экструдер, в частности экструдер для проволоки и кабеля — это центральный элемент оборудования, используемый для нанесения непрерывного слоя изоляционного или защитного материала на металлический проводник. На практике это означает плавление термопластичного соединения, такого как ПВХ, сшитый полиэтилен или ЛСЖ, внутри нагретого цилиндра, а затем продавливание расплавленного материала через крейцкопф, который равномерно оборачивает его вокруг движущейся медной или алюминиевой проволоки. В результате получается изолированный проводник, изготовленный за один непрерывный проход со скоростью, которая может превышать 1200 метров в минуту на линиях передачи данных тонкого сечения.
Экструдер является основой каждого завода по производству проволоки и кабеля по всему миру. Без него невозможно изолировать необработанные медные или алюминиевые проводники, а также невозможно изготовить готовый кабель — будь то шнур питания, Ethernet-кабель Cat 6A или подводная высоковольтная линия. Каждый экструдер для проволоки и кабеля выполняет одну и ту же фундаментальную задачу: превращает твердые пластиковые гранулы или порошок в точно контролируемый поток расплава, а затем наносит этот поток на проводник с одинаковой толщиной стенки, концентричностью и качеством поверхности.
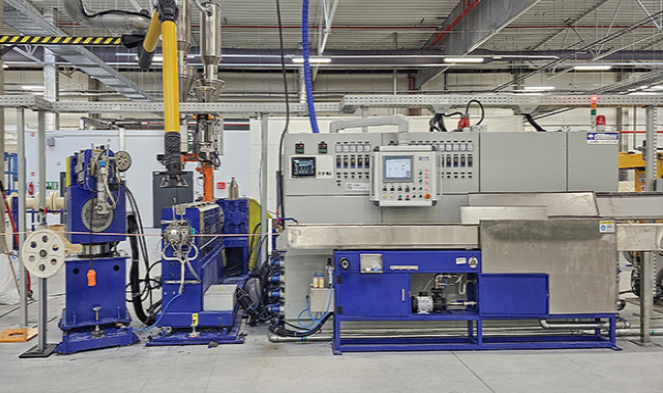
Важнейшим отличием экструдера для проволоки и кабеля от обычной машины для экструзии пластмасс является узел матрицы с крейцкопфом. В то время как экструдер стандартного профиля проталкивает материал прямо через фиксированную матрицу, экструдер с проволокой и кабелем перенаправляет расплав на 90 градусов (или в линию в некоторых конфигурациях), чтобы окружить движущийся проводник. Такая конструкция крейцкопфа делает возможной изоляцию проводов на высоких скоростях производства, а также делает разработку экструдера для проводов и кабелей более сложной и специализированной, чем любая другая категория машин для обработки пластмасс.
Как Экструдер для проволоки и кабеля Работы: Полный процесс
Понимание того, как работает экструзионная машина от начала до конца, важно для любого, кто оценивает, покупает или обслуживает линию экструзии проволоки и кабеля. Этот процесс непрерывен — в отличие от литья под давлением, правильно работающий экструдер никогда не останавливается на середине производства — и каждая подсистема напрямую взаимодействует с другой.
Отдача и подача проводника
Голый медный или алюминиевый проводник разматывается с катушки на отводящем узле, проходит через выпрямитель для снятия комплекта катушек и, при необходимости, через предварительный нагреватель, который нагревает поверхность проводника до 60–120°C. Предварительный нагрев улучшает адгезию между изоляцией и проводником, что особенно важно для силовых кабелей из сшитого полиэтилена, где компаунд должен сцепляться с металлической поверхностью.
Подача и пластификация в бочке
Гранулы или порошок падают из бункера в загрузочное отверстие в задней части цилиндра экструдера. Вращающийся шнек транспортирует материал вперед через все более горячие зоны цилиндра — для стандартного ПВХ они варьируются от 150°C в зоне подачи до 180°C возле матрицы. Геометрия шнека определяет, насколько тщательно расплавляется и гомогенизируется смесь. Для ПВХ стандартным является винт с соотношением L/D от 20:1 до 25:1 и степенью сжатия около 3:1. Для кабеля среднего напряжения из сшитого полиэтилена требуется более длинный винт L/D 30:1, чтобы предотвратить преждевременное сшивание в цилиндре.
Крестовина — нанесение изоляции на проводник
Расплавленный состав выходит из ствола и поступает в крейцкопф, где перенаправляется вокруг входящего проводника. Торпеда или дефлектор внутри траверсы разделяет поток расплава и равномерно собирает его вокруг проволоки. Существует два подхода к инструментарию: инструмент под давлением , где расплав контактирует с проводником внутри матрицы под давлением (используется для изоляции, требующей адгезии, например силового кабеля из сшитого полиэтилена), и инструмент для НКТ , где расплав выходит в виде трубки, которая стекает на проводник после головки (обычно для свободно прилегающих оболочек многожильных кабелей).
Охлаждение, измерение и приемка
Свежеизолированный проводник входит в желоб водяного охлаждения. Проводник из ПВХ толщиной 1 мм, работающий со скоростью 200 м/мин, обычно требует 20–30 метров активного охлаждения для полного затвердевания без смещения размеров. Лазерные измерители диаметра, искровые тестеры (от 1 кВ до 15 кВ в зависимости от класса изоляции) и мониторы емкости работают непрерывно. Устройство тяги с кабестаном контролирует скорость лески с точностью ±0,1% перед тем, как готовый кабель наматывается на приемную бобину.