E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Компактная машина для экструзии проволоки: прямой ответ
- 2 Как устроена компактная машина для экструзии проволоки
- 3 Конструкция винта и почему она определяет качество продукции
- 4 Конфигурации охлаждающих желобов для ограниченного пространства
- 5 Системы управления: что отличает базовые от надежных
- 6 Совместимость материалов в распространенных приложениях
- 7 Выбор машины в соответствии с фактическим объемом производства
- 8 Схема технического обслуживания, продлевающая срок службы
- 9 Часто задаваемые вопросы
- 9.1 С каким диапазоном диаметров проволоки может работать компактный экструзионный проволочный станок?
- 9.2 Сколько места на самом деле требуется компактной экструзионной машине для кабеля?
- 9.3 Может ли один оператор управлять компактной машиной для экструзии проволоки в одиночку?
- 9.4 Каков типичный диапазон мощности двигателей для этих машин?
- 9.5 Приносит ли компактная машина в жертву скорость вывода по сравнению со стандартной линией?
- 9.6 Сколько времени занимает типичная смена материала или цвета?
Компактная машина для экструзии проволоки: прямой ответ
Компактная машина для экструзии проволоки — это компактная машина для экструзии кабеля, предназначенная для нанесения слоев изоляции или оболочки на провода и кабельные жилы без занимаемой площади, как на традиционной производственной линии. Большинство компактных квартир занимают площадь от 8 до 15 квадратных метров. при этом обеспечивая скорость вывода от 80 до 400 метров в минуту, в зависимости от диаметра и материала проводника. Для мастерских с ограниченной площадью, тиражами с низким и средним объемом или частой сменой материалов компактная машина для экструзии проволоки является практическим решением, поскольку она сокращает время настройки, снижает потери материала во время запуска и позволяет одному оператору управлять всей линией, а не бригаде из нескольких человек.
В оставшейся части этого руководства рассказывается о том, как устроены эти машины, что отличает надежную компактную машину для экструзии кабеля от машины с недостаточной мощностью и как привести характеристики машины в соответствие с вашими фактическими производственными потребностями.
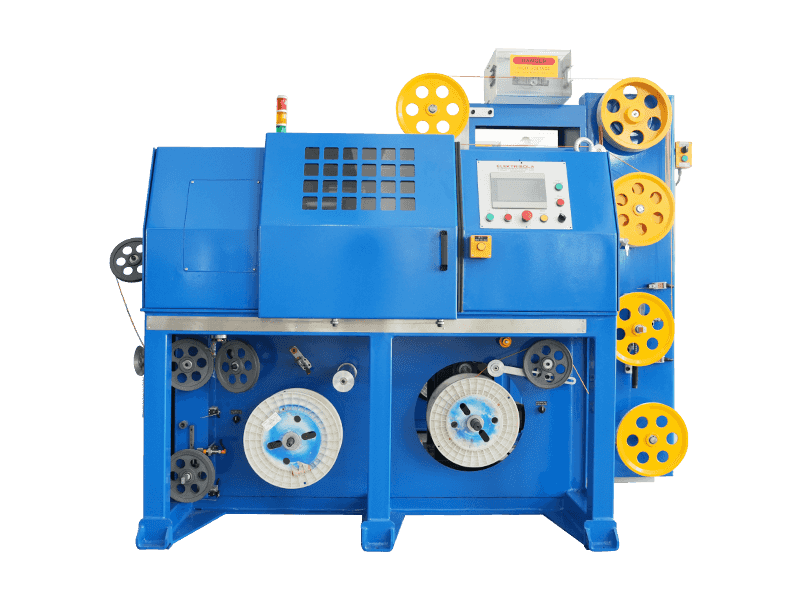
Как устроена компактная машина для экструзии проволоки
Каждая компактная машина для экструзии проволоки имеет ту же последовательность сердечников, что и более крупные машины. машина для экструзии кабеля линии, просто сжатые в более плотную механическую компоновку. Проводник сматывается с катушечной стойки, проходит через предварительный нагреватель, поступает в траверсу экструдера, где наносится расплавленный полимер, затем проходит через охлаждение, искровой тестер или диаметрометр и, наконец, приемную бобину.
«Компактным» модуль делает не сокращение функциональных этапов, а перепроектирование того, как эти этапы соединяются. Компактные машины обычно объединяют подогреватель и основание экструдера в общей раме, используют вертикальный или многоуровневый охлаждающий лоток вместо длинного горизонтального и объединяют устройства вытягивания и приема в одном приводном шкафу. Это сокращает длину линии примерно на 40–60 процентов по сравнению со стандартной конфигурацией, работающей с проводами того же диапазона.
| Тип линии | Длина | Требуются операторы | Диапазон проводов |
|---|---|---|---|
| Компактная машина для экструзии проволоки | от 3 до 6 метров | 1 | от 0,1 мм до 6 мм |
| Стандартная экструзионная машина для кабеля | от 10 до 18 метров | 2 к 3 | от 0,1 мм до 25 мм |

Конструкция винта и почему она определяет качество продукции
Шнек экструдера является единственным компонентом, который определяет, будет ли компактная машина для экструзии проволоки обеспечивать постоянную толщину стенок или возникнут проблемы с эксцентриситетом на скорости. В компактных машинах обычно используется одношнековый экструдер с соотношением L/D от 20:1 до 25:1, что меньше, чем соотношение от 25:1 до 30:1, встречающееся на полноразмерных линиях, поскольку более короткий цилиндр соответствует меньшему корпусу двигателя, не жертвуя при этом однородностью расплава для проволоки диаметром менее 6 мм.
Три зоны, которые имеют значение
- Зона подачи: вытягивает твердые гранулы вперед и начинает уплотнение.
- Зона сжатия: постепенно расплавляет материал, уменьшая глубину канала.
- Зона дозирования: стабилизирует давление и обеспечивает равномерный поток расплава к траверсе.
Неправильно подобранная конструкция винта приводит к нарастающий , что проявляется в виде отклонения диаметра проволоки более чем на 0,02 мм на одной и той же катушке. Покупатели, сравнивающие машины, должны попросить образец катушки, отрезанный и измеренный в трех точках, чтобы подтвердить стабильность, прежде чем совершать покупку.
Конфигурации охлаждающих желобов для ограниченного пространства
Охлаждение — это то место, где компактная конструкция машины для экструзии проволоки наиболее заметно отличается от традиционной компоновки. Поскольку горизонтальным желобам необходима длина для постепенного рассеивания тепла, компактные устройства вместо этого полагаются на один из трех подходов:
- Многозонный короткий желоб с разделенными секциями горячей и холодной воды для ускорения снижения температуры на более коротком расстоянии.
- Туннели распылительного охлаждения, в которых вместо погружной ванны используются наборы сопел, что позволяет сократить необходимую длину до 50 процентов.
- Вертикальное капельное охлаждение, при котором проволока движется вниз через сложенную камеру, а не горизонтально.
Для проводов с изоляцией из ПВХ и полиэтилена диаметром менее 4 мм туннель распылительного охлаждения длиной 2–3 метра может обеспечить тот же охлаждающий эффект, что и 5-метровый погружной лоток, в соответствии с типичными критериями скорости линии, используемыми интеграторами кабельного оборудования. Это основная причина, по которой компактные машины для экструзии кабеля могут обеспечивать производительность, близкую к скорости стандартных линий, несмотря на меньшую раму.
Системы управления: что отличает базовые от надежных
Архитектура управления часто является наиболее упускаемым из виду фактором при оценке компактной машины для экструзии проволоки. Базовый блок работает на релейной логике с ручной регулировкой температуры и скорости линии. Надежное устройство работает на базе ПЛК с сенсорным ЧМИ, что позволяет операторам сохранять рецепты для проволоки разного сечения и мгновенно вызывать их при переналадке.
| Уровень | Метод регулировки | Хранение рецептов | Время переключения |
|---|---|---|---|
| Базовая релейная логика | Ручные циферблаты | Нет | от 25 до 40 минут |
| ПЛК среднего уровня | Цифровой сенсорный экран | До 10 рецептов | от 8 до 12 минут |
| Усовершенствованный ПЛК с контролем диаметра с обратной связью | Автоматическая коррекция | Безлимитный, сетевой | Менее 5 минут |
Особого внимания заслуживает замкнутый контур регулирования диаметра. Эта система использует лазерный датчик, расположенный после стадии охлаждения, для измерения диаметра проволоки в режиме реального времени и автоматически регулирует скорость вытягивания или частоту вращения экструдера, чтобы исправить смещение, прежде чем она станет металлоломом. Линии без этой функции обычно имеют процент брака от 3 до 6 процентов. , в то время как линии с замкнутым контуром управления снижают этот показатель до менее 1 процента в большинстве зарегистрированных случаев на предприятиях по производству кабеля.

Совместимость материалов в распространенных приложениях
Компактный экструзионно-проволочный станок не является инструментом, предназначенным для обработки одного материала. Та же самая конфигурация крестовины и винта, которая идеально подходит для ПВХ, не будет работать с материалами с разными характеристиками плавления. Прежде чем приступить к планированию производства, важно подобрать материал для настройки машины.
ПВХ изоляция
ПВХ остается наиболее распространенным материалом, используемым на компактных линиях, поскольку его температурный диапазон обработки, обычно от 160°C до 190°C, щаден и выдерживает незначительные изменения скорости шнека без серьезных дефектов. Это отправная точка по умолчанию для проводов общего назначения и низковольтных систем.
Полиэтилен и сшитый полиэтилен
PE и XLPE требуют более жесткого контроля температуры, обычно в пределах 5°C, поскольку эти материалы более чувствительны к сдвиговому нагреву. Компактная машина для экструзии проволоки, работающая на сшитом полиэтилене, должна иметь специальную зону охлаждения, отдельную от основного лотка, для управления процессом сшивки, если линия включает эту стадию.
ТПЭ и малодымные компаунды
Термопластичные эластомеры и безгалогенные соединения с низким содержанием дыма, используемые в транспортных и морских кабелях, требуют профилей винтов с меньшим сдвигом, чтобы избежать разрушения огнезащитных добавок. Нанесение этих компаундов на винт, предназначенный для стандартного ПВХ, часто приводит к появлению видимых полос или обесцвечиванию готовой оболочки.
Выбор машины в соответствии с фактическим объемом производства
Переоценка мощностей — одна из наиболее частых ошибок при выборе компактной машины для экструзии проволоки. Соответствие пропускной способности машины реалистичной ежедневной производительности предотвращает как напрасную трату капитала, так и узкие места из-за недостаточной мощности.
Для примера: небольшой цех, производящий от 1000 до 3000 метров тонкой проволоки (менее 2 мм) в день, хорошо обслуживается одношнековой компактной установкой диаметром 65 или 75 мм. Предприятию, ориентированному на производительность от 5 000 до 10 000 метров в день в диапазоне от 2 до 6 мм, обычно требуется шнек диаметром от 90 до 100 мм с более мощным приводным двигателем, обычно в диапазоне от 30 до 45 кВт, чтобы поддерживать такую производительность без перегрева расплава.
Сама по себе скорость линии является вводящим в заблуждение числом без контекста. Машина, рекламируемая со скоростью 300 метров в минуту на проводе диаметром 0,5 мм, не будет работать даже близко к этой скорости на проводе диаметром 4 мм, потому что провода большего диаметра требуют более толстых изоляционных стенок и, следовательно, более медленного вытягивания для поддержания надлежащего охлаждения. Всегда запрашивайте значения скорости, привязанные к определенному диаметру проволоки и толщине стенки, а не к одному номеру бланкета.
Схема технического обслуживания, продлевающая срок службы
Компактные машины нагреваются сильнее, чем их размер корпуса, поскольку компоненты расположены ближе друг к другу, а это означает, что управление теплом и текущее обслуживание требуют большего веса, чем на разнесенных стандартных линиях.
- Очищайте пакет сит и пластину прерывателя при каждой смене материала, чтобы предотвратить повышение давления, вызывающее нагрузку на приводной двигатель.
- Еженедельно проверяйте матрицу крейцкопфа и выравнивание наконечника, поскольку компактные рамы менее устойчивы к дрейфу теплового расширения.
- Ежемесячно проверяйте расход охлаждающей воды, поскольку накопление накипи в более коротком желобе оказывает пропорционально большее влияние на эффективность охлаждения.
- Заменяйте тянущие ленты или гусеничные ленты по мере износа, а не по фиксированному календарному графику, поскольку скорость износа сильно зависит от трения поверхности проволоки.
Предприятия, которые следуют задокументированной процедуре очистки при перенастройке, сообщают о меньшем количестве незапланированных остановок, чем те, которые полагаются на оперативное обслуживание, основываясь на общих закономерностях, наблюдаемых на предприятиях по производству проволоки малого и среднего масштаба.

Часто задаваемые вопросы
С каким диапазоном диаметров проволоки может работать компактный экструзионный проволочный станок?
Большинство компактных устройств охватывают проводники диаметром от 0,1 до 6 мм, что подходит для большинства строительных проводов, автомобильных проводов и низковольтных кабелей управления. Для большего диапазона диаметров обычно требуется стандартная некомпактная линия.
Сколько места на самом деле требуется компактной экструзионной машине для кабеля?
Типичная компактная линия, включающая отводящую стойку, экструдер, секцию охлаждения и приемное устройство, требует примерно от 8 до 15 квадратных метров площади по сравнению с 25-40 квадратными метрами для стандартной конфигурации, охватывающей тот же диапазон ширины.
Может ли один оператор управлять компактной машиной для экструзии проволоки в одиночку?
Да. Встроенный шкаф управления и укороченная длина линии специально разработаны таким образом, чтобы один обученный оператор мог контролировать отдачу, параметры экструзии и приемку без необходимости присутствия второго человека в отдельной точке управления.
Каков типичный диапазон мощности двигателей для этих машин?
В меньших по размеру винтовых блоках диаметром 65 мм обычно используются двигатели главного привода мощностью от 15 до 22 кВт, а в винтовых блоках диаметром от 90 до 100 мм, используемых для более толстой проволоки, обычно требуется мощность от 30 до 45 кВт для поддержания стабильной мощности под нагрузкой.
Приносит ли компактная машина в жертву скорость вывода по сравнению со стандартной линией?
Незначительно для более тонких калибров. При распылительном охлаждении или многозонных желобах компактные линии с проволокой диаметром менее 4 мм могут достигать скорости от 80 до 400 метров в минуту, что сопоставимо со стандартными линиями в том же диапазоне размеров, хотя большие диаметры более 10 мм по-прежнему отдают предпочтение более длинным стандартным секциям охлаждения.
Сколько времени занимает типичная смена материала или цвета?
При использовании ПЛК среднего уровня и сохраненных рецептов переналадка обычно занимает от 8 до 12 минут. Машины с усовершенствованным управлением с обратной связью и сетевым хранилищем рецептов могут сделать это менее чем за 5 минут.