E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
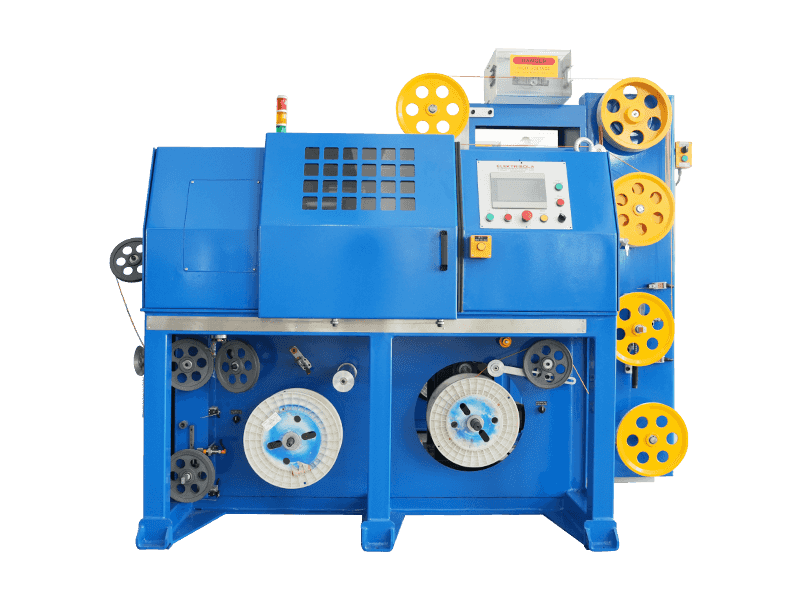
А экструдер для проволоки и кабеля промышленное оборудование, используемое для покрытия проводников защитными или функциональными слоями. Ниже приводится разбивка его основных аспектов:
--Основная функция
Применение материала — плавит пластик, резину или полимерные соединения до жидкого состояния. — Равномерно покрывает провода или жилы кабелей изоляцией, оболочкой или экраном.
--Ключевые компоненты
Бункер — загружает сырье (пеллеты/порошок) в машину.
Ствол и шнек — нагревает и сжимает материал с помощью вращающегося шнека; плавит его постепенно.
Экструзионная матрица — формирует расплавленный материал вокруг проводника при его прохождении.
Системы отопления/охлаждения — Нагревательные ленты расплавляют материал; водяные бани или воздушные струи затвердевают.
Съемник — поддерживает натяжение, обеспечивая равномерную толщину покрытия.
--Этапы процесса
Подача — оголенный провод или многожильный сердечник поступает в экструдер.
Плавление. Материал стекает по стволу, размягчаясь под действием тепла и трения.
Экструзия — расплавленный материал проталкивается через матрицу, покрывая проводник.
Охлаждение. Свежепокрытый кабель затвердевает в охлаждающих резервуарах.
Намотка — готовая продукция скатывается на катушки.
--Типы вывода
Изоляция — тонкие полимерные слои, предотвращающие короткое замыкание (например, строительные провода).
Оболочка — прочные внешние оболочки, устойчивые к истиранию и влаге (например, промышленные кабели).
Полупроводниковые экраны — контролируют электрические поля в высоковольтных кабелях.
Многослойное покрытие — объединяет изоляционную защитную оболочку за один проход.
--Критические конструктивные особенности
Конфигурация шнека — влияет на эффективность смешивания и стабильность материала (например, предотвращает разложение).
Die Design — определяет форму/толщину покрытия; заменены на кабели другой спецификации.
Температурные зоны — независимый контроль предотвращает перегрев чувствительных полимеров.
--Операционные проблемы
Обращение с материалами. Для липких материалов (например, резины) требуются закаленные винты.
Дефекты покрытия. Пузырьки воздуха, неравномерная толщина или загрязнения требуют точного контроля.
Ограничения скорости — мощность охлаждения ограничивает скорость линии; толстым курткам нужен более медленный бег.
--Отраслевые вариации
Двойные/тройные экструдеры — укладывайте несколько материалов одновременно для сложных кабелей.
Сшитые системы (XL) — отверждение после экструзии повышает термостойкость.
Тандемные линии — последовательно соединяют экструдеры для отдельных применений стержней и оболочек.
--Соображения оператора
Защитные ограждения — защищают от ожогов стволами или движущимися частями.
Быстросменный инструмент — минимизирует время простоя при смене продукта.
Управление ломом — системы утилизации повторно используют обрезанные края.