E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай.
Адрес: № 8 Yuefeng Rd, высокотехнологичная зона, Дунтай, Цзянсу, Китай | № 109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, Китай. русский
русский  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Контент
- 1 Что на самом деле означают провод и кабель?
- 2 Основные компоненты: из чего состоит провод или кабель
- 3 Основные типы проводов и кабелей и их применение
- 4 Роль Экструдер для проволоки и кабеля в производстве
- 5 Ключевые технические параметры экструдера для проволоки и кабеля
- 6 Технологии сшивания в кабельной экструзии
- 7 Изоляция and Jacketing Materials: How They Affect Extruder Selection
- 8 Контроль качества при экструзии проволоки и кабеля
- 9 Стандарты и сертификаты на провода и кабели
- 10 Драйверы роста: где растет спрос на провода и кабели
- 11 Выбор подходящего экструдера для проволоки и кабеля: практические соображения
Что на самом деле означают провод и кабель?
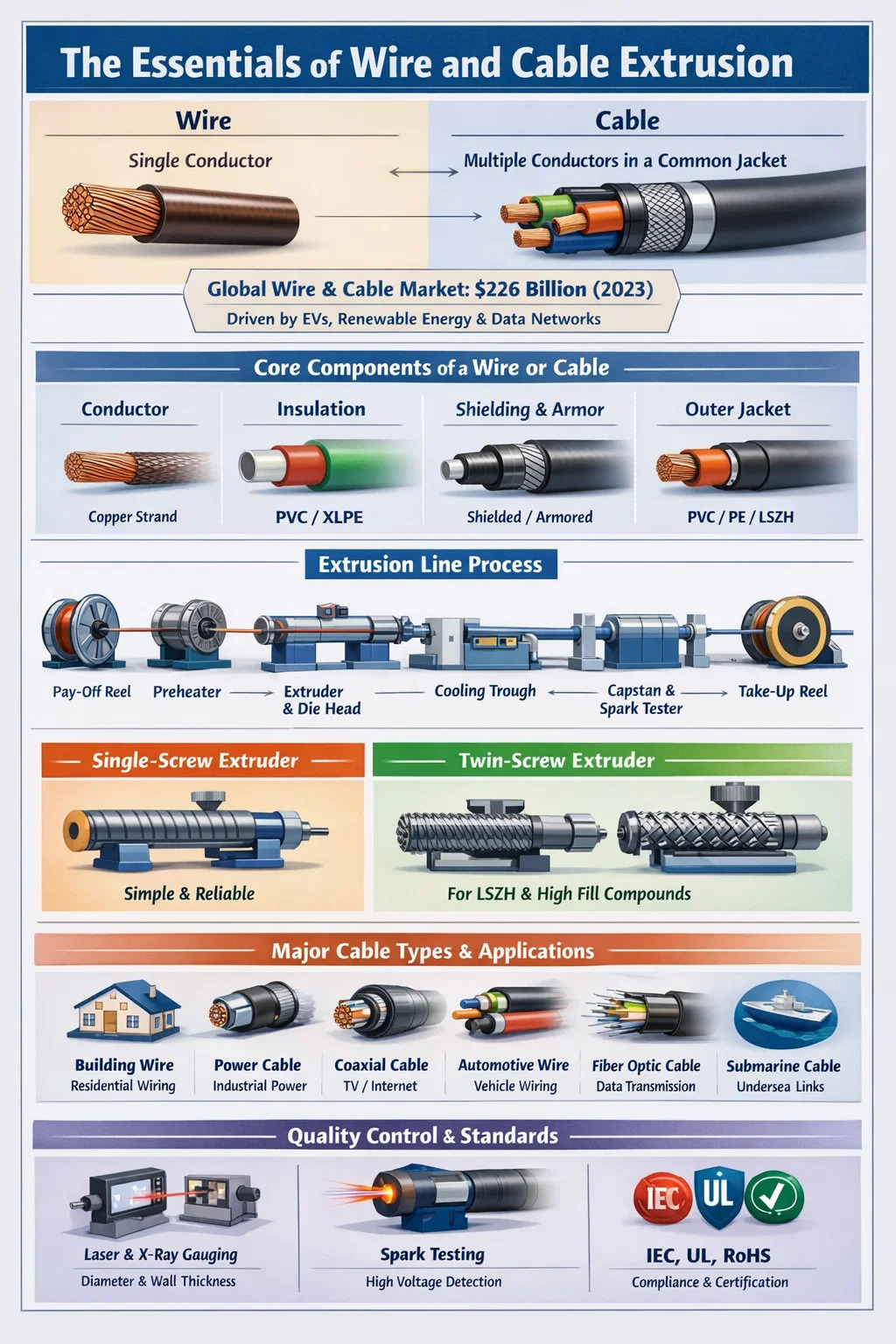
Провода и кабели являются основой современной электрической инфраструктуры, однако многие люди используют эти два термина как синонимы, когда они технически различны. Провод представляет собой одиночный проводник — обычно жилу из металла, чаще всего из меди или алюминия, — тогда как кабель представляет собой сборку из двух или более проводников, сгруппированных вместе в общей оболочке или оболочке. Это различие имеет огромное значение при производстве, монтаже и соблюдении нормативных требований.
На практике для заземления можно использовать голый медный провод, а в жилом доме подавать электроэнергию можно по многожильному кабелю с ПВХ-изоляцией. Мировой рынок проводов и кабелей оценивался примерно в 226 миллиардов долларов США в 2023 году и, по прогнозам, будет стабильно расти, обусловленное урбанизацией, расширением инфраструктуры электромобилей и проектами по возобновляемым источникам энергии. Понимание разницы между проволокой и кабелем является основой для выбора правильных материалов, производственного процесса и оборудования, включая правильный экструдер для проволоки и кабеля.
Основные компоненты: из чего состоит провод или кабель
Независимо от того, смотрите ли вы на простой соединительный провод или на высоковольтный силовой кабель, фундаментальная структура следует единой схеме. Каждый слой выполняет определенную защитную или функциональную роль.
Дирижер
Проводником является электрически активная жила. Медь остается доминирующим материалом из-за ее проводимости (около 58 МС/м), но алюминий широко используется в воздушных линиях электропередачи из-за его более низкой стоимости и меньшего веса. Проводники могут быть одножильные и многожильные. Многожильные проводники обеспечивают большую гибкость и предпочтительны в тех случаях, когда кабели часто сгибаются или перемещаются.
Изоляция
Изоляция окружает каждый проводник, чтобы предотвратить утечку тока и короткое замыкание. Обычные изоляционные материалы включают ПВХ (поливинилхлорид), СПЭ (сшитый полиэтилен), LSZH (с низким содержанием дыма, без галогенов) и резиновые смеси. Выбор зависит от рабочего напряжения, температурного диапазона и условий окружающей среды. Изоляция из сшитого полиэтилена выдерживает температуру до 90°C в течение длительного времени и до 250°C в условиях короткого замыкания. , что делает его стандартным для кабелей среднего и высокого напряжения.
Экранирование и броня
Некоторые кабели имеют металлическое экранирование (медная лента, алюминиевая фольга или плетеные провода) для блокировки электромагнитных помех. К бронированным кабелям добавляется слой стальной проволоки или стальной ленты для механической защиты при подземных или промышленных применениях.
Внешняя куртка
Внешняя оболочка — это последний защитный слой, который скрепляет все вместе и обеспечивает устойчивость к влаге, химикатам, УФ-излучению и механическому истиранию. ПВХ является наиболее распространенным материалом для оболочек во всем мире, хотя PE (полиэтилен) и TPU (термопластичный полиуретан) все чаще используются для специальных применений.
Основные типы проводов и кабелей и их применение
Производство проводов и кабелей охватывает огромный спектр типов продукции. Каждая категория предназначена для определенного набора электрических, механических и экологических требований.
| Тип кабеля | Типичное применение | Изоляция Material | Диапазон напряжения |
|---|---|---|---|
| Строительный провод (NM-B, THHN) | Жилая проводка | ПВХ / Нейлон | До 600 В |
| Силовой кабель | Промышленное распределение электроэнергии | СПЭ/ЭПР | 1кВ – 500кВ |
| Коаксиальный кабель | ТВ, интернет, радиочастотный сигнал | Пенополиэтилен/Твердый полиэтилен | Низкое напряжение |
| Автомобильный провод | Жгут проводов автомобиля | ПВХ/сшитый полиэтилен/ТПУ | 12 В – 800 В (ЭВ) |
| Волоконно-оптический кабель | Передача данных | ЛСЖ/ПЭ | Н/Д (оптический) |
| Подводный кабель | Подводные линии электропередачи/передачи данных | XLPE | До 525 кВ (HVDC) |
Каждая из этих категорий требует определенного процесса экструзии, а используемый экструдер для проволоки и кабеля должен соответствовать вязкости материала, требуемой толщине стенки и скорости производства.
Роль Экструдер для проволоки и кабеля в производстве
Экструдер для проволоки и кабеля является центральным элементом производственной линии. Его основная функция — нанесение слоев изоляции, оболочки или других полимеров на проводник путем плавления термопластика или термореактивного материала и проталкивания его через матрицу вокруг провода на высокой скорости. Без правильно настроенного экструдера невозможно добиться постоянной толщины стенок, хорошей адгезии и механических свойств, требуемых такими стандартами, как IEC 60228, UL 44 или RoHS.
Типичная линия экструзии проволоки и кабеля включает в себя следующие компоненты, работающие последовательно: отводящую катушку, питающую оголенный провод, подогреватель, сам экструдер с головкой, охлаждающий желоб, шпиль или тянущее устройство, искровой тестер для обнаружения дефектов и приемную бобину. Каждая станция должна быть точно синхронизирована. Даже 5%-ное изменение скорости линии может привести к отклонениям толщины стенок, которые не соответствуют требованиям по размерным допускам.
Одношнековые и двухшнековые экструдеры
Наиболее распространенной конфигурацией при производстве проводов и кабелей является одношнековый экструдер , который пользуется популярностью из-за своей простоты, надежности и низкой стоимости обслуживания. Одношнековые машины эффективно обрабатывают ПВХ, полиэтилен, сшитый полиэтилен и большинство стандартных материалов оболочек. Соотношение L/D (длины к диаметру) винта обычно находится в диапазоне от 20:1 до 30:1 для проводов и кабелей.
Двухшнековые экструдеры, как сонаправленного, так и встречного вращения, используются, когда смесь требует интенсивного перемешивания — например, при производстве смесей LSZH (с низким содержанием дыма, без галогенов), которые содержат большое количество минеральных наполнителей, таких как ATH (тригидрат алюминия). Содержание этих наполнителей в смеси может превышать 60% по весу, что делает тщательное диспергирование критически важным для соответствия стандартам противопожарной безопасности, таким как EN 60332.
Тандемная и двухслойная экструзия
Для кабелей, требующих двух отдельных полимерных слоев — например, полупроводникового слоя и изоляционного слоя в кабелях среднего напряжения — используется тандемная экструзия (два экструдера последовательно) или тройная совместная экструзия (три экструдера, одновременно питающие общую головку). Тройная соэкструзия гарантирует, что три слоя соединяются, пока они еще горячие, что важно для кабелей из сшитого полиэтилена, где интерфейсы должны быть чистыми и не иметь пустот, чтобы предотвратить частичный разряд при высоких напряжениях.
Ключевые технические параметры экструдера для проволоки и кабеля
При выборе или оценке экструдера для проволоки и кабеля несколько технических параметров определяют, подходит ли машина для данного продукта и требований к производительности.
- Диаметр винта: Диапазон от 30 мм для тонкой изоляции проводов до 150 мм и более для толстой оболочки кабеля. Шнеки большего диаметра обеспечивают более высокую производительность, но требуют большей мощности привода.
- Соотношение L/D: Более высокое соотношение L/D обеспечивает лучшую пластификацию и смешивание. Для ПВХ типично соотношение от 24:1 до 28:1; для PE и XLPE обычно используется соотношение от 25:1 до 30:1.
- Скорость вращения винта и производительность: Современные высокоскоростные экструдеры для телекоммуникационных проводов могут работать со скоростью шнека, превышающей 200 об/мин, достигая линейной скорости 1000 м/мин и более для тонкостенной изоляции на небольших проводниках.
- Температурные зоны: Ствол разделен на несколько независимо контролируемых зон нагрева (обычно от 4 до 8). Точный зональный контроль предотвращает термическую деградацию термочувствительных материалов, таких как ПВХ, который начинает разлагаться при температуре выше 200°C.
- Конструкция головки: Головки для штамповки под давлением и головки для труб служат разным целям. Пресс-формы создают плотный контакт между изоляцией и проводником; Трубные плашки оставляют небольшой воздушный зазор и используются там, где изоляция не должна прилегать к проводнику.
- Система привода: Векторные приводы переменного тока с обратной связью с обратной связью теперь входят в стандартную комплектацию, что обеспечивает точное управление скоростью и повышение энергоэффективности на 15–25 % по сравнению со старыми системами приводов постоянного тока.
Выбор материала также влияет на конструкцию экструдера. ПВХ чувствителен к сдвигу и требует тщательной геометрии винтов во избежание локального перегрева. Сшитый полиэтилен, предназначенный для сшивки посредством труб CV (непрерывной вулканизации), должен обрабатываться при контролируемых температурах плавления, чтобы предотвратить преждевременное сшивание внутри экструдера — явление, называемое «подгоранием».
Технологии сшивания в кабельной экструзии
Для силовых кабелей среднего и высокого напряжения сшивание полиэтиленовой изоляции превращает ее из термопластика в термореактивную, значительно улучшая ее термостойкость и долгосрочные электрические характеристики. Экструдер для проволоки и кабеля должен быть совместим с выбранным методом сшивки.
Пероксидная сшивка (линии CV)
Наиболее широко используемый метод для высоковольтных кабелей. После того как экструдер нанесет компаунд из сшитого полиэтилена, кабель проходит через трубку непрерывной вулканизации (CV), заполненную азотом при повышенном давлении (обычно 6–12 бар) и температуре до 300°C. Пероксид разлагается и образует ковалентные поперечные связи между полиэтиленовыми цепями. Линии CV для кабелей сверхвысокого напряжения могут иметь длину 200 метров и более. чтобы обеспечить достаточное время пребывания для полной сшивки перед охлаждением.
Силановая сшивка (Моносил и Сиоплас)
Более экономичный метод, используемый для кабелей низкого и среднего напряжения. В процессе Monosil прививка силана происходит внутри специально разработанного экструдера, а сшивка завершается погружением готового кабеля в горячую воду или пар. Это позволяет избежать необходимости использования CV-трубки и хорошо подходит для небольших объемов производства.
Электронно-лучевая (ЭЛ) сшивка
Используется для изоляции тонкостенных проводов в автомобильной, аэрокосмической и военной промышленности. После экструзии кабель проходит через ускоритель электронов, который бомбардирует изоляцию электронами высокой энергии, вызывая сшивку без использования химикатов. С помощью ЭБ-сшивки получаются провода, рассчитанные на температуру до 150°C и выше, что важно для автомобильной промышленности вблизи источников тепла.
Изоляция and Jacketing Materials: How They Affect Extruder Selection
Выбор материала напрямую определяет тип и конфигурацию требуемого экструдера для проволоки и кабеля. Каждый полимер имеет различное поведение при плавлении, температурные окна обработки и чувствительность к сдвигу и разложению.
ПВХ (поливинилхлорид)
На долю ПВХ приходится более 40% изоляционных и изоляционных материалов, потребляемых во всем мире в кабельной и проводной промышленности. Он экономически эффективен, огнестоек в составной форме и прост в обработке. Температура обработки обычно находится в диапазоне от 160°C до 190°C. ПВХ-соединения доступны в широком диапазоне значений твердости по Шору А (от 60 для гибких марок до 95 для жестких). Винты, используемые для ПВХ, обычно имеют конструкцию с низким уровнем сжатия, чтобы избежать чрезмерного нагрева сдвига.
ПЭ и ПНД
Полиэтилен обладает превосходными диэлектрическими свойствами и влагостойкостью, что делает его стандартным выбором для телекоммуникационных кабелей и подземных распределительных кабелей. Оболочки из полиэтилена высокой плотности часто используются в кабелях среднего напряжения и оптоволоконных кабелях из-за сочетания жесткости и химической стойкости. Температура обработки полиэтилена варьируется от 180°C до 230°C в зависимости от индекса расплава.
Соединения LSZH
Материалы с низким содержанием дыма и без галогенов обязательны в таких применениях, как туннели, общественные здания и военно-морские суда, где токсичный дым от горения ПВХ может быть опасным для жизни. Соединения LSZH обычно основаны на ЭВА (этиленвинилацетате) или смесях полиолефинов с большим содержанием АТН или МДГ (дигидроксида магния) в качестве антипиренов. Эти наполнители существенно усложняют обработку компаундов LSZH. , требующие двухшнековых экструдеров или специально разработанных одношнековых машин с барьерными шнеками и редукторами с высоким крутящим моментом.
ТПУ и специальные эластомеры
Термопластичный полиуретан обеспечивает исключительную стойкость к истиранию и гибкость, что делает его предпочтительным материалом оболочки для буксируемых цепей, роботизированных кабелей и морского применения. ТПУ требует точного контроля температуры, поскольку его окно обработки узкое — обычно от 180°C до 210°C — а перегрев вызывает гидролитическую деградацию, если материал предварительно не был должным образом высушен. Перед обработкой содержание влаги должно быть ниже 0,02%.
Контроль качества при экструзии проволоки и кабеля
Контроль качества при производстве проводов и кабелей не является обязательным — он предусмотрен международными стандартами и напрямую связан с безопасностью. Кабель с недостаточной изоляцией может привести к катастрофическому выходу из строя при эксплуатации, что приведет к возгоранию электропроводки или смертельному исходу.
Линейные измерительные системы
Современные экструзионные линии оснащены линейными датчиками диаметра, использующими лазерную или рентгеновскую технологию. Лазерные датчики измеряют внешний диаметр по двум или трем осям одновременно и передают данные обратно в систему управления скоростью линии и выходной мощностью экструдера. Требования к допускам для многих типов кабелей составляют ±0,05 мм или меньше. , который требует управления с обратной связью в реальном времени, а не периодических ручных измерений.
Рентгеновские толщиномеры идут дальше, измеряя толщину стенки изоляции в четырех или более плоскостях одновременно, обнаруживая эксцентриситет — состояние, когда проводник смещен от центра изоляции. Эксцентриситет, выходящий за указанные пределы, может вызвать пробой диэлектрика при высоком напряжении.
Искровое тестирование
Каждый изолированный проводник проходит на производственной линии через искровой тестер (также называемый детектором отпуска) на производственной линии. Высоковольтный электрод окружает кабель и подает испытательное напряжение постоянного или переменного тока. Отверстия, пустоты или загрязнения, нарушающие изоляцию, вызывают искровой разряд, вызывающий срабатывание счетчика, а иногда и остановку линии. Искровое испытательное напряжение обычно варьируется от 1 кВ для низковольтного провода до 25 кВ или выше для изоляции кабеля среднего напряжения. , в соответствии со стандартами, такими как IEC 60885-2.
Дирижер Resistance and Insulation Resistance Testing
Автономные испытания включают измерение сопротивления проводника постоянному току (для проверки поперечного сечения и чистоты материала в соответствии со стандартом IEC 60228) и испытание сопротивления изоляции с помощью мегомметра. Хороший кабель с ПВХ-изоляцией должен иметь значения сопротивления изоляции в сотни мегаом на километр при температуре окружающей среды.
Стандарты и сертификаты на провода и кабели
Производство проводов и кабелей регулируется комплексными национальными и международными стандартами. Соответствие требованиям требуется для доступа на рынок в большинстве стран и проверяется сторонними испытательными лабораториями.
- стандарты МЭК (Международная электротехническая комиссия): IEC 60228 охватывает характеристики проводников; IEC 60502 распространяется на силовые кабели напряжением до 30 кВ; IEC 60332 охватывает испытания на распространение пламени.
- стандарты УЛ (Underwriters Laboratories, США): UL 44 распространяется на провода и кабели с термореактивной изоляцией; UL 83 распространяется на провода с термопластической изоляцией; UL 1581 является эталонным стандартом для электрических проводов и кабелей.
- RoHS и REACH: Экологические нормы, ограничивающие использование опасных веществ, в том числе свинцовых стабилизаторов в ПВХ, — проблема соблюдения требований, которая привела к изменению рецептуры многих проволочных смесей в Европе и все чаще в Азии.
- CPR (Регулирование строительной продукции, ЕС): С 2017 года кабели, используемые в строительстве в ЕС, должны иметь маркировку CE и классифицироваться по огнестойкости (классы от Aca до Fca).
- Автомобильные стандарты: ISO 6722 и LV 216 регламентируют использование автомобильных проводов в системах 12 В и 48 В; для высоковольтной проводки электромобилей все чаще используются стандарты ISO 19642 и USCAR-2.
Производители должны документально подтвердить, что их процесс экструзии, рецептура материала и конечный продукт соответствуют применимому стандарту. Для этого необходимы подробные записи процессов, сохраненные образцы кабелей и периодические проверки третьей стороной.
Драйверы роста: где растет спрос на провода и кабели
Несколько основных мировых тенденций создают устойчивый и растущий спрос на проволоку и кабельную продукцию и, следовательно, на высокопроизводительные экструдеры для проволоки и кабеля, способные производить необходимые типы продукции по конкурентоспособной цене.
Жгуты проводов электромобилей
Обычный автомобиль с двигателем внутреннего сгорания содержит примерно от 1,5 до 2 километров проводов в жгуте проводов. Электромобилю с полным аккумулятором, с его дополнительным высоковольтным распределением энергии, системой управления аккумулятором и инфраструктурой зарядки может потребоваться От 3 до 4 километров провода на транспортное средство . Учитывая, что к 2030 году глобальные продажи электромобилей достигнут 30 миллионов единиц в год, это представляет собой огромный и растущий спрос на автомобильную проволоку и экструдеры, которые ее производят.
Инфраструктура возобновляемой энергетики
Морским ветряным электростанциям требуются подводные кабели большого диаметра для соединения турбин друг с другом и с берегом. Для одного морского ветроэнергетического проекта могут потребоваться сотни километров межгрупповых кабелей напряжением 33 кВ и высоковольтный экспортный кабель, который может простираться на 100 км или более до точки подключения к береговой сети. Используемые материалы и процессы, в частности тройная соэкструзия систем изоляции из сшитого полиэтилена, требуют самых сложных конфигураций экструдеров для проводов и кабелей.
Центр обработки данных и расширение сети 5G
Взрывной рост облачных вычислений и инфраструктуры искусственного интеллекта приводит к беспрецедентному спросу на силовые и сигнальные кабели для центров обработки данных. Между тем, развертывание сети 5G требует огромного количества оптоволоконных и коаксиальных кабелей для подключения к базовым станциям. Оба продукта требуют точной экструзии тонкостенной изоляции на высоких скоростях линии.
Модернизация сетей и электрификация
Правительства во всем мире вкладывают значительные средства в модернизацию устаревшей инфраструктуры передачи и распределения электроэнергии. Только США определили потребности в инвестициях в энергосистему на сумму более 65 миллиардов долларов в соответствии с недавним законодательством об инфраструктуре. Большая часть этих инвестиций направляется непосредственно в подземные распределительные кабели среднего напряжения и кабели передачи высокого напряжения — все они производятся на линиях экструзии проводов и кабелей.
Выбор подходящего экструдера для проволоки и кабеля: практические соображения
Выбор экструдера для проволоки и кабеля требует значительных капиталовложений: стоимость машин известных производителей варьируется от 100 000 долларов США за базовую одношнековую установку до нескольких миллионов долларов за полную линию экструзии высоковольтного кабеля. Решение должно учитывать текущие требования к продукции, ожидаемые изменения в ассортименте продукции и долгосрочную сервисную поддержку.
Подберите экструдер к вашему материалу
Один экструдер невозможно оптимально сконфигурировать как для ПВХ, так и для LSZH-смесей без замены шнеков. Если в вашем производстве используется несколько материалов, либо запланируйте выделенные линии, либо инвестируйте в быстросменные шнековые и цилиндрические системы. Многие производители предлагают модульные экструзионные головки и конфигурации с несколькими шнеками, чтобы обеспечить гибкость без полного дублирования линии.
Рассмотрите возможность интеграции автоматизации и Индустрии 4.0
Современные экструдеры для проволоки и кабеля все чаще оснащены возможностью подключения OPC-UA, что позволяет обмениваться данными в режиме реального времени с MES (системами управления производством) и платформами управления качеством. Автоматизированное управление с обратной связью, основанное на данных встроенных измерений, снижает процент брака и зависимость от навыков оператора. Некоторые производители сообщают о сокращении отходов 30–50% после реализации регулирования диаметра с обратной связью по сравнению с ручной регулировкой.
Оцените послепродажную поддержку и наличие запасных частей
Экструдер, который невозможно быстро обслужить при износе шнека или цилиндра, является производственным браком. Изнашиваемые компоненты — шнеки, цилиндры, наконечники крейцкопфов и матрицы — являются расходными материалами при экструзии проволоки, особенно при работе с абразивными составами. Убедитесь, что производитель или региональный дистрибьютор имеет в наличии эти детали, и учтите время выполнения заказа при расчете общей стоимости владения.
Ведущий производители проволоки и кабеля экструдеры включают Maillefer (часть Nextrom), Troester, Rosendahl Nextrom, Davis-Standard и нескольких китайских производителей, таких как Taiyuan Heavy Industry и Dalian Rubber & Plastics Machinery. Каждый из них предлагает различное соотношение технологического уровня, цены и возможностей регионального обслуживания.